Házi lator hegesztő inverter. Hegesztőgép a laboratóriumi AutoTranransformer LATR2
Kompakt és ugyanakkor meglehetősen megbízható, olcsó és egyszerű a "hegesztő" gyártásában, a Mesternek, a háztartási tulajdonosnak nem fogja megtagadni. Különösen, ha megtudja, hogy az eszköz alapja könnyen korszerűsíthető 9 amp (mindenkinek ismerje a fizika iskolai tanulságaitól) Laboratóriumi AutoTransformer LATR2 és öngyilkossági tirisztor mini-szabályozó, amelynek helyreállító hídja van. Lehetővé teszik, hogy ne csak biztonságosan csatlakozzanak az AC fogyasztói világítóhálózatához 220V feszültséggel, hanem az usv-ot az elektródon, és ezért válasszuk ki a hegesztési áram kívánt értékét.
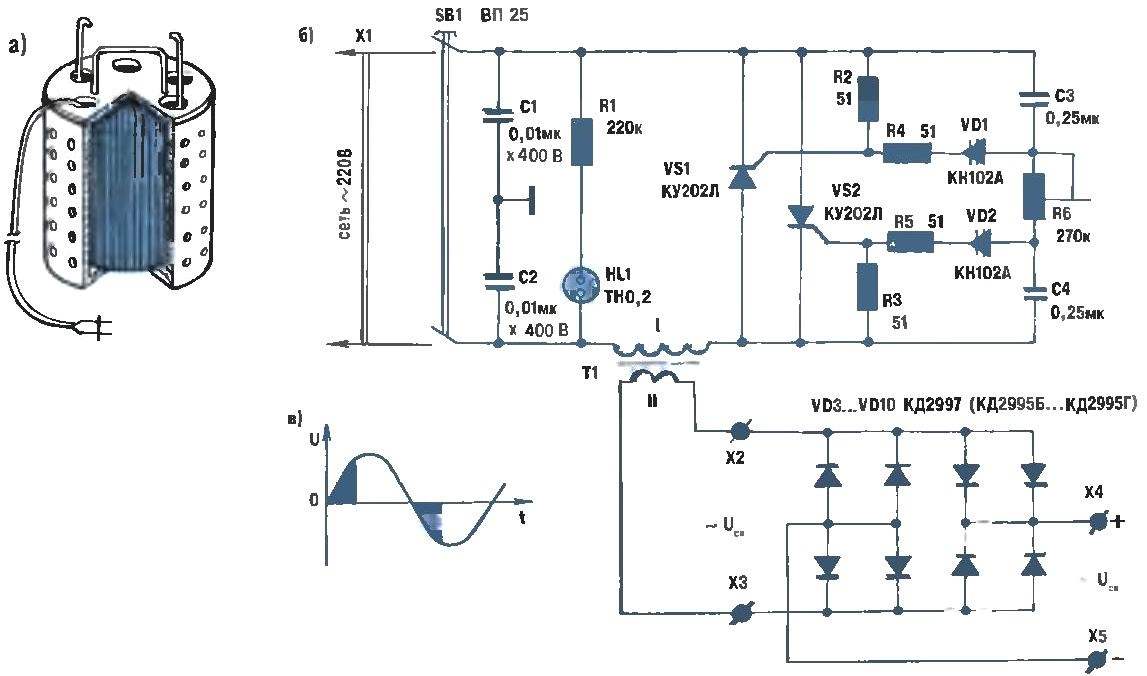
A működési módok potenciométerrel vannak megadva. A C2 és C3 vegyes kondenzátorok fázis-váltó láncokat alkotnak, amelyek mindegyike félidő alatt kioldódik, megfelelő tirisztorot nyit meg valamilyen időintervallumban. Ennek eredményeképpen a hegesztési T1 elsődleges tekercselése 20-215 V-os beállíthatóvá válik. A másodlagos tekercselésben transzformálva a kívánt -usv lehetővé teszi, hogy könnyen megvilágítsa az ívet a változó hegesztéséhez (X2, X3 terminálok) kiegyenesített (x4, x5) áram.
A bázis hegesztő transzformátora széles körben elterjedt LATR2 (A), amely a váltakozó vagy állandó áram (B) hegesztésére szolgáló öngyilkos állítható berendezés fogalmi áramkörével való összekapcsolása, valamint a tranzisztor szabályozó működésének elmagyarázása Az oszcilláció égési módja.
Ellenállások R2 és R3 shunt tirisztor kontroll láncok vs1 és vs2. A C1, C2 kondenzátorok csökkenthetik az íves kisülést kísérő rádióintercom megengedett szintjét. A HL1 fényjelző szerepét jelzi, hogy a készülék háztartási tápegységbe történő felvételét jelzi, egy neonfényes izzót használnak az R1 áram-korlátozó ellenállással.
A "hegesztő" csatlakoztatása az apartmanhoz, a szokásos X1 csatlakozó vezetéke alkalmazható. De ez jobb, hogy egy erősebb áram, ami a mindennapi életben az úgynevezett „Eurovalka-Eurorozet”. És mivel az SB1 kapcsoló megfelel a HP25 "csomagjának", az aktuális 25 A-re tervezve, és lehetővé teszi, hogy egyszerre kinyithassa mindkét vezetéket.
A gyakorlatban azt mutatja, hogy nincs értelme a hegesztőgépen, nincs értelme a hegesztőgépen. Itt kell foglalkoznia az ilyen áramokkal, ha túllépte a hálózat védelmét a lakásban biztosan működik.
A szekunder tekercselés egy alap LATR2, egy kerítő burkolat, az aktuális csúszka és rögzítő szerelvények eltávolítása. Ezután, a meglévő kanyargós 250 V (a csapok 127 és 220 V marad gazdátlan), alkalmazni megbízható szigetelést (például a lacketcloth), a tetején, amely egy szekunder (le) tekercselés van elhelyezve.
És ez egy 70 fordulat egy izolált réz vagy alumínium gumiabroncs, amelynek 25 mm átmérőjű. Elfogadható, hogy másodlagos tekercset végez több párhuzamos vezetékből, ugyanolyan közös keresztmetszettel.
A tekercselő kényelmesebb az együtt gyakorolható. Míg az egyik, megpróbálja károsítani a szomszédos fordulatok elszigeteltségét, óvatosan kinyújtja és halmozta meg a huzalt, a másik pedig a jövőbeni tekercsek szabad végét tartja, védve a csavarástól.
A korszerűsített LATR2 helyezzük védő fém burkolat szellőzőnyílásokkal, amelyek egy létesítmény tábla egy 10 mm-es getynaks vagy egy üvegszálas egy SB1 csomagkapcsolt, egy tirisztor feszültségszabályozó (egy R6 ellenálláson), a HL1 SPEO bekapcsolásával eszköz a hálózathoz és a kimeneti terminálok hegesztéséhez (X2, X3) vagy Constant (X4, X5) áram.
Alapvető Latre2 hiányában a Transformer acél mágneses magjával (45-50 cm2 magszakasz) házi magjával helyettesíthető. Elsődleges tekercselése a PEV2 huzal 250 fordulatot kell tartalmaznia 1,5 mm átmérőjű. A másodlagos nem különbözik a modernizált LATR2-ben.
Az alacsony feszültségű tekercselés kimeneténél a VD3-VD10 teljesítménydiódákkal való egyenirányító blokkja állandó áramerősségű hegesztéshez van kialakítva. Ezen szelepek mellett erősebb analógok teljesen elfogadhatók, például D122-32-1 (kiegyenesített áram - akár 32 a).
A hatalmi diódák és a tirisztorok hő mosogató radiátorokra vannak felszerelve, amelyek mindegyike legalább 25 cm2. A burkolat külső részét eltávolítja az R6 beállító ellenállás tengelyét. A fogantyú alatt skála van az állandó és váltakozó feszültség meghatározott értékeinek megfelelő részekkel. És a hegesztőáram függőségének táblázata mellett a transzformátor másodlagos tekercseléséről és a hegesztőelektródának (0,8-1,5 mm) átmérőjének függvényében.
Természetesen 0,5-1,2 mm átmérőjű szénacélból készült öngyilkosságú elektródák elfogadhatók. A 250-350 mm hosszúságú burkolatok folyékony üveggel vannak bevonva - szilikát ragasztó és zúzott kréta keveréke, így a védelem nélküli 40 mm-es végeket a hegesztőgéphez való csatlakozáshoz kell hagyni. A bevonatot gondosan szárítjuk, különben a hegesztés során "lőni".
Bár a hegesztés váltakozó (X2, X3 terminál) és állandó (X4, X5) áram, a második opció, a hegesztők véleménye szerint, előnyösen az első. Ráadásul a polaritás nagyon fontos szerepet játszik. Különösen, amikor a "Mass" (hegeszthető tárgy) "plusz" (hegeszthető objektum), és ennek megfelelően az elektróda csatlakoztatása a mínusz jelhez tartozó terminálhoz az úgynevezett közvetlen polaritás. A fordított polaritásnál nagyobb hő felszabadulása jellemzi, ha az elektróda az egyenirányító pozitív kimenetéhez és a "tömeg" pozitív kimenetéhez van csatlakoztatva.
A hátrameneti polaritást akkor alkalmazzák, ha szükséges a hőengedmény csökkentése, például a vékony fémlemezek hegesztése esetén. Majdnem minden energia megjelent energia egy hegesztés kialakulásához megy, ezért a tartomány mélysége 40-50 százalékkal több, mint az azonos értékű, de közvetlen polaritás.
És néhány alapvető fontosságú jellemző. Az ív áramának folyamatos hegesztési sebességének növekedése a tartomány mélységének növekedéséhez vezet. Ráadásul, ha a munkát váltakozó áramon végzik, az utolsó paraméterek 15-20 százalékkal kevesebb lesz, mint egy DC fordított polaritás.
A hegesztés feszültsége befolyásolja a tartomány mélységét. De a varrás szélessége az USV-től függ: növekvő feszültséggel növekszik.
Innen fontos következtetés a vékonylemezes acélból származó személygépkocsi testének javításakor: A legjobb eredmények a hegesztési hegesztést a hátrameneti polaritás állandó árammal adják meg, minimális (de elegendőek a fenntartható égetéshez az ARC) feszültség.
Az ívet minimálisan rövid ideig kell tartani, az elektródát egyenletesen fogyasztják, és a hegesztett fém szabályozásának mélysége maximum. A varrat maga tiszta és tartós, gyakorlatilag megfosztották a salak zárványait. Az olvadék ritka fröccsenéből, nehéz eltávolítani a termék hűtése után, megvédheti magát, krétával, a közeli felületen (a cseppek a fém felé nézve).
Az ív gerjesztése (előkészítés az elektródára és a megfelelő -us "tömegére") kétféleképpen. Az első lényege az elektróda fényének fényében a hegesztett részekre, majd 2-4 mm-re az oldalra. A második módszer hasonlít egy chirking mérkőzés a doboz: csúszó az elektród felülete mentén a hegesztendő, akkor azonnal eltávolítottuk egy rövid távolságra.
Mindenesetre meg kell ragadnia az ív eseményének pillanatát, és csak akkor, csak akkor simán mozgatja az elektródát a varrás azonnal, fenntartva nyugodt égését.
A hegesztett fém típusától és vastagságától függően egy vagy egy másik elektródot választanak ki. Ha például egy st3 lap egy standard válogatás, az 1 mm vastagság 0,8-1 mm átmérőjű (ez elsősorban a tervezés). A 2 mm-es acélból készült hegesztési munkákhoz kívánatos, hogy "hegesztő" erősebb legyen, és az elektróda vastagabb (2-3 mm).
Aranyból készült hegesztési ékszerek, ezüst, melchior jobb használata tűzálló elektróda (például volfrám). Hegesztheted és kevésbé ellenálló fémeket, szén-dioxiddal védett védelmet.
Mindenesetre a munkát függőlegesen elhelyezkedő elektródként hajthatjuk végre, és előre vagy hátra. De kifinomult szakemberek azt állítják, hogy a szög előrehaladása előre (van egy éles sarok az elektróda és a kész varrás között), egy teljesebb szolgáltató biztosított, és a varrás kisebb szélessége. Ugyanezen szög hegesztése csak a legharsabbabb kombinációhoz ajánlott, különösen akkor, ha a profilbérléssel (sarok, alkohol és a chaserler) foglalkozik.
Fontos dolog - hegesztő kábel. A vizsgált berendezés esetében a rézszál (teljes szakasz körülbelül 20 mm2) a gumi szigetelés alkalmas. A mennyiség a két egyszeri szegmens, amelyek mindegyikét egy alaposan összenyomott és proplayed terminál csúcsával kell felszerelni a "hegesztő" csatlakoztatásához.
A "Tömeg" használatához használja a "krokodil" típusú erős bilincset, és az elektróda egy háromrúdhoz hasonlít. Használhatja az autót "cigarettagyújtó".
Szükség van a személyes biztonságra is. Elektromos íves hegesztéssel próbálja meg védeni magukat a szikráktól, és még inkább - az olvadt fém fröccsenésétől. Ajánlatos vezetési ruhákat viselni egy szabad vágott, védő ujjatlan és maszk használatával, védve a szemét az elektromos ív kemény sugárzásából (napszemüvegek alkalmatlanok itt).
Természetesen lehetetlen elfelejteni a "biztonsági előírásokról, amikor az elektromos berendezéseken végzett hálózatoknál legfeljebb 1 kV-os feszültségű hálózatokban dolgoznak". A villamosenergia-gondatlanság nem bocsát ki!
M.VEWOROVSKY, Moszkva régió Modell tervező 2000 №1.
A Ön készített hegesztőgép a későbbiekben 2 A kilenc ampere latr 2 (laboratóriumi állítható autotranszformátor) alapján épült, és a tervezésben a hegesztési áram beállítása. A dióda híd hegesztőgépének kialakításában való jelenlét lehetővé teszi az állandó áram hegesztését.
Áramkörszabályozó áramkör hegesztőgéphez
A hegesztőgép működési módját az R5 változó ellenállás szabályozza. A vs1 és a vs2 tirisztorok egy bizonyos időtartamra nyitva állnak a fázis-eltolódási lánc miatt, az R5, C1 és C2 elemekre épülő fázis-eltolódási lánc miatt.
Ennek eredményeképpen a transzformátor elsődleges tekercsében a 20-215 voltos bemeneti feszültség jelenik meg. Az átalakulás eredményeként a másodlagos tekercselésen egy csökkentett feszültség jelenik meg, ami megkönnyíti az X1 és X2 terminálok hegesztési ívére az X1 és X2 terminálok hegesztését a váltakozó áram és az X3 és X4 terminálok hegesztése során a hegesztés során A DC.
A hegesztőgép csatlakoztatása a hálózati rácshoz egy szokásos dugó villával történik. Az SA1 kapcsoló szerepében 25a párosított gépet használhat.
Változás LATR 2 Házi hegesztőgép alatt
Először is, a védőburkolatot eltávolítják az autotranszformátorból, az elektromos elnyomás érintkezéséből és rögzítéséből. A meglévő tekercselés 250 volt, jó elektromos szigetelés, például üvegszál, amelynek tetején 70 fordulat a másodlagos tekercselés. A másodlagos tekercseléshez kívánatos egy rézhuzalt választani, amelynek keresztmetszete körülbelül 20 négyzetméter. mm.
Abban az esetben, ha nincsenek megfelelő vezetékek, akkor több huzalból kanyarghat a 20 négyzetméter teljes területével. M. A módosított LATR2 megfelelő házi készítésű, levegő szellőzőnyílásba van szerelve. Szükséges a szabályozó tábla, egy kötegelt kapcsoló, valamint az X1, X2 és X3, X4 terminálok felszereléséhez.
A LATR 2 hiányában a transzformátor házi készíthető, megsemmisíti az elsődleges és másodlagos tekercset a transzformátor acélból. A mag részének körülbelül 50 négyzetméter. Lásd az elsődleges tekercset, amely 1,5 mm átmérőjű PEV2 vezetékkel van ellátva, és 250 fordulatot tartalmaz, a másodlagos a LATR 2-nél sebezhető.
A másodlagos tekercselés kimenetén egy diódahíd csatlakozik az erőteljes egyenirányító diódákból. A diódák helyett a D122-32-1 vagy 4 diódák (elektromos mozdony) alkalmazhatók. Hűtési diódákat kell telepíteni a házi radiátorokra legalább 30 négyzetméteres területen. cm.
Egy másik jelentős pont a hegesztőgép kábelének kiválasztása. Ehhez a hegesztőhez a rézszálas kábelt gumi szigeteléssel kell alkalmazni, legalább 20 négyzetméteres keresztmetszettel. Két kábel 2 méter hosszú. Mindenkinek jól kell vágnia a terminál tippekkel a hegesztőgéphez való csatlakozáshoz.

Hordozható USB oszcilloszkóp, 2 csatorna, 40 MHz ....

Biztos vagyok benne, hogy a kompakt és egyidejűleg meglehetősen megbízható, olcsó és egyszerű a "hegesztő" gyártásában, amely nem mester, a háztartási tulajdonos nem fogja megtagadni. Különösen, ha megtudja, hogy ennek a készüléknek az alapja könnyen korszerűsíthető a 9-amp (mindenkinek ismeretei a fizika iskolai tanulságaiból) Laboratory AutoTransformer LATR2 és egy önálló tirisztor mini-szabályozó egy kiegyenesített híddal. Lehetővé teszik, hogy nemcsak biztonságosan csatlakoznak az AC fogyasztói világítóhálózatához 220 V feszültségű feszültséggel. De és az u elektródon változtassa meg, és ezért válassza ki a hegesztési áram kívánt értékét.
A működési módok potenciométerrel vannak megadva. A C2 és C3 együttműködő kondenzátorok fáziscsökkentő láncokat alkotnak, amelyek mindegyike félidőben kioldódik. Megfelelő tirisztorot nyit meg egy ideig. Ennek eredményeképpen a hegesztési T1 elsődleges tekercselése 20-215 V-os beállíthatóvá válik. A másodlagos tekercselésben való átalakítás, a kívánt -u lehetővé teszi, hogy könnyen megvilágítsa az ívet a váltakozó hegesztéshez (X2, X3 terminálok) vagy kiegyenesített (x4, x5) áram.
Az R2 és RS ellenállások a VS1 és a VS2 vezérlő áramköröket söntek. C1 kondenzátorok. A C2 csökkenti az íveltávolító rádióinteromok megengedett szintjét. A fényjelző HL1 jelátvitelének szerepét a belépő tápegységbe való felvételével kapcsolatban Nvonikus villanykörte R1 áramerősséggel használjuk.
A "hegesztő" csatlakoztatása az apartmanhoz, a szokásos X1 csatlakozó vezetéke alkalmazható. De jobb, ha erősebb villamos energiát használ, amely a mindennapi életben "Eurovalka-Eurorozet" -nek nevezik. És mivel az SB1 kapcsoló alkalmas egy "csomag" VP25-re, amelyet az aktuális 25 A-re terveztek, és lehetővé teszi, hogy azonnal kinyithassa mindkét vezetéket.
Mivel a gyakorlatban megmutatja, telepítse a hegesztőgépen lévő hegesztőgépen lévő biztosítékokat, nincs értelme. Itt kell foglalkoznia az ilyen áramokkal, ha túllépte a hálózat védelmét a lakásban biztosan működik.
A LATR2 bázisból származó másodlagos tekercselés gyártásához a házkerítés, az áramerősségű csúszka és rögzítő szerelvények eltávolításra kerülnek. Ezután a meglévő 250 V-os tekercselésen (127 és 220 V-os csapok nem igényeltek) megbízható szigetelést (például a robbantótól) rávilágítanak, amelynek tetején másodlagos (lefelé) tekercselés van. És ez egy 70 fordulat egy izolált réz vagy alumínium gumiabroncs, amelynek 25 mm átmérőjű. Elfogadható, hogy másodlagos tekercset végez több párhuzamos vezetékből, ugyanolyan közös keresztmetszettel.
A tekercselő kényelmesebb az együtt gyakorolható. Míg az egyik, megpróbálja károsítani a szomszédos fordulatok szigetelését, óvatosan kinyújtja és halmozta meg a huzalt, a másik tartja a jövőbeli tekercsek szabad végét, megvédi azt a csavarással.
A korszerűsített LATR2-t védőfém burkolatba helyezzük szellőztető lyukakkal, amelyek 10 mm-es Getinax vagy Sv1 csomagkapcsolóval ellátott üvegszálas felszereléssel rendelkeznek, egy tirisztor feszültségszabályozóval (R7 ellenállással), a HL1 SPEO A hálózatban lévő eszköz és a kimeneti terminálok hegesztéséhez (X2, X3) vagy Constant (X4, X5) áram.
Alapvető LATR2 hiányában helyettesíthető az "SP-ROCHENNIK" házi acél mágneses magjával (mag keresztmetszetű 45-50 cm2). Elsődleges tekercselése a PEV2 huzal 250 fordulatot kell tartalmaznia 1,5 mm átmérőjű. A másodlagos nem különbözik a modernizált LATR2-ben.
Az alacsony feszültségű tekercselőnyílásnál a VD3 - VD10 teljesítménydiódákkal ellátott egyenirányítók blokkja telepítve van egy állandó áramerősséghez. Ezen szelepek mellett erősebb analógok teljesen elfogadhatók, például D122-32-1 (kiegyenesített áram - akár 32 a).
A hatalmi diódák és a tirisztorok hő mosogató radiátorokra vannak felszerelve, amelyek mindegyike legalább 25 cm2. A burkolat külső részét eltávolítja az R6 beállító ellenállás tengelyét. A fogantyú alatt skála van az állandó és váltakozó feszültség meghatározott értékeinek megfelelő részekkel. És a hegesztőáram függőségének táblázata mellett a transzformátor másodlagos tekercseléséről és a hegesztőelektródának (0,8-1,5 mm) átmérőjének függvényében.
A hegesztő transzformátor egy széles körben elterjedt LATR2 (A) alapján a váltakozó vagy állandó áram (B) és a stressztámogatás (B) hegesztésére szolgáló öngyilkos állítható berendezés elektromos áramköri diagramjához való csatlakoztatása, valamint a Az elektromos arge égési módjának ellenállóképessége.
Természetesen 0,5-1,2 mm átmérőjű szénacélból készült öngyilkosságú elektródák elfogadhatók. A 250-350 mm hosszúságú burkolatok folyékony üveggel vannak bevonva - szilikát ragasztó és zúzott kréta keveréke, így a védelem nélküli 40 mm-es végeket a hegesztőgéphez való csatlakozáshoz kell hagyni. A bevonatot alaposan szárítják, különben a hegesztés során "lőni".
Bár a hegesztés váltakozó (X2, X3 terminál) és állandó (X4, X5) áram, a második opció, a hegesztők véleménye szerint, előnyösen az első. Ráadásul a polaritás nagyon fontos szerepet játszik. Különösen, amikor a "Mass" (hegeszthető tárgy) "plusz" (hegeszthető objektum), és ennek megfelelően az elektróda csatlakoztatása a mínusz jelhez tartozó terminálhoz az úgynevezett közvetlen polaritás. A fordított polaritásnál nagyobb hőelosztást jellemzi, ha az elektróda az egyenirányító pozitív kimenetéhez van csatlakoztatva, és a "tömeg" - a negatívhoz. A hátrameneti polaritást akkor alkalmazzák, ha szükséges a hőengedmény csökkentése, például a vékony fémlemezek hegesztése esetén. Majdnem minden energia megjelent energia egy hegesztés kialakulásához megy, ezért a tartomány mélysége 40-50 százalékkal több, mint az azonos értékű, de közvetlen polaritás.
És néhány alapvető fontosságú jellemző. Az ív áramának folyamatos hegesztési sebességének növekedése a tartomány mélységének növekedéséhez vezet. Ráadásul, ha a munkát váltakozó áramon végzik, az utolsó paraméterek 15-20 százalékkal kevesebb lesz, mint egy DC fordított polaritás. A hegesztés feszültsége befolyásolja a tartomány mélységét. De a varrás szélessége az USV-től függ: növekvő feszültséggel növekszik.
Innen fontos következtetés a vékonylemezes acélból származó személygépkocsi testének javításakor: A legjobb eredmények a hegesztési hegesztést a hátrameneti polaritás állandó árammal adják meg, minimális (de elegendőek a fenntartható égetéshez az ARC) feszültség.
Az ívet minimálisan rövid ideig kell tartani, az elektródát egyenletesen fogyasztják, és a hegesztett fém szabályozásának mélysége maximum. A varrat maga tiszta és tartós, gyakorlatilag megfosztották a salak zárványait. Az olvadék ritka fröccsenéből, nehéz eltávolítani a termék hűtése után, megvédheti magát, krétával, a közeli felületen (a cseppek a fém felé nézve).
Az ív gerjesztése (a megfelelő UCV megfelel az elektróda és a "tömeg") két módszerben. Az első lényege az elektróda egyszerű érintéséhez a hegesztett tételekhez, a következő csapattal 2-4 mm-rel oldalra. A második módszer hasonlít egy chirking mérkőzés a doboz: csúszó az elektród felülete mentén a hegesztendő, akkor azonnal eltávolítottuk egy rövid távolságra. Mindenesetre meg kell ragadnia az ív eseményének pillanatát, és csak akkor, csak akkor simán mozgatja az elektródát a varrás azonnal, fenntartva nyugodt égését.
A hegesztett fém típusától és vastagságától függően egy vagy egy másik elektródot választanak ki. Ha például egy st3 lap egy standard válogatás, az 1 mm vastagság 0,8-1 mm átmérőjű (ez elsősorban a tervezés). A 2 mm-es acél hegesztéséhez ajánlatos mind a "spe-rook" erősebb, és az elektróda vastagabb (2-3 mm).
Aranyból készült hegesztési ékszerek, ezüst, melchior jobb használata tűzálló elektróda (például volfrám). Hegesztheted és kevésbé ellenálló fémeket, szén-dioxiddal védett védelmet.
Mindenesetre a munkát függőlegesen elhelyezkedő elektródként hajthatjuk végre, és előre vagy hátra. De kifinomult szakemberek azt állítják, hogy a szög előrehaladása előre (van egy éles sarok az elektróda és a kész varrás között), egy teljesebb szolgáltató biztosított, és a varrás kisebb szélessége. Ugyanezen szög hegesztése csak a legharsabbabb kombinációhoz ajánlott, különösen akkor, ha a profilbérléssel (sarok, alkohol és a chaserler) foglalkozik.
Fontos dolog - hegesztő kábel. A vizsgált berendezés esetében a rézszál (teljes szakasz körülbelül 20 mm2) a gumi szigetelés alkalmas. A mennyiség a két egyszeri szegmens, amelyek mindegyikét egy alaposan összenyomott és proplayed terminál csúcsával kell felszerelni a "hegesztő" csatlakoztatásához. A "Tömeg" használatához használja a "krokodil" típusú erős bilincset, és az elektróda egy háromrúdhoz hasonlít. Használhatja az autót "cigarettagyújtó".
Hegesztő berendezések saját kezével
Ennek az eszköznek az alapja könnyű modernizálni a 9-amper laboratóriumi járművet Latra2 és házi tirisztor mini-szabályozó, hűtőhíddal. Ezek lehetővé teszik, hogy ne csak biztonságosan csatlakozzanak az AC fogyasztói világítóhálózatához 220V-os feszültséggel, hanem az u sch az elektróda megváltoztatásához, és ezért válasszuk ki a hegesztési áram kívánt értékét.
A működési módok potenciométerrel vannak megadva. A C2 és C3 vegyes kondenzátorok fázis-váltó láncokat alkotnak, amelyek mindegyike félidő alatt kioldódik, megfelelő tirisztorot nyit meg valamilyen időintervallumban. Ennek eredményeképpen a hegesztési T1 elsődleges tekercselése 20-215 V-os állíthatóvá válik. A másodlagos tekercselésben transzformálva a kívánt -U SV megkönnyíti az ARC-t a változó hegesztéséhez (X2, X3 kapcsok) vagy kiegyenesített (x4, x5) áram.
A rendszer a latre-t a hegesztőgépbe fordítja
A bázis hegesztő transzformátora széles körben elterjedt LATR2 (A), amely a váltakozó vagy állandó áram (B) hegesztésére szolgáló öngyilkos állítható berendezés fogalmi áramkörével való összekapcsolása, valamint a tranzisztor szabályozó működésének elmagyarázása Az oszcilláció égési módja.
Ellenállások R2 és R3 shunt tirisztor kontroll láncok vs1 és vs2. A C1, C2 kondenzátorok csökkenthetik az íves kisülést kísérő rádióintercom megengedett szintjét. A HL1 fényjelző szerepét jelzi, hogy a készülék háztartási tápegységbe történő felvételét jelzi, egy neonfényes izzót használnak az R1 áram-korlátozó ellenállással.
A "hegesztő" csatlakoztatása az apartmanhoz, a szokásos X1 csatlakozó vezetéke alkalmazható. De ez jobb, hogy egy erősebb áram, ami a mindennapi életben az úgynevezett „Eurovalka-Eurorozet”. És mivel az SB1 kapcsoló megfelel a HP25 "csomagjának", az aktuális 25 A-re tervezve, és lehetővé teszi, hogy egyszerre kinyithassa mindkét vezetéket.
A gyakorlatban azt mutatja, hogy nincs értelme a hegesztőgépen, nincs értelme a hegesztőgépen. Itt kell foglalkoznia az ilyen áramokkal, ha túllépte a hálózat védelmét a lakásban biztosan működik.
A szekunder tekercselés egy alap LATR2, egy kerítő burkolat, az aktuális csúszka és rögzítő szerelvények eltávolításra kerülnek. Ezután, a meglévő kanyargós 250 V (a csapok 127 és 220 V marad gazdátlan), alkalmazni megbízható szigetelést (például a lacketcloth), a tetején, amely egy szekunder (le) tekercselés van elhelyezve. És ez egy 70 fordulat egy izolált réz vagy alumínium gumiabroncs, amelynek 25 mm 2 átmérőjű. Elfogadható, hogy másodlagos tekercset végez több párhuzamos vezetékből, ugyanolyan közös keresztmetszettel.
A tekercselő kényelmesebb az együtt gyakorolható. Míg az egyik, megpróbálja károsítani a szomszédos fordulatok elszigeteltségét, óvatosan kinyújtja és halmozta meg a huzalt, a másik pedig a jövőbeni tekercsek szabad végét tartja, védve a csavarástól.
A korszerűsített LATR2 helyezzük védő fém burkolat szellőzőnyílásokkal, amelyek egy létesítmény tábla egy 10 mm-es getynaks vagy egy üvegszálas egy SB1 csomagkapcsolt, egy tirisztor feszültségszabályozó (egy R6 ellenálláson), a HL1 SPEO bekapcsolásával eszköz a hálózathoz és a kimeneti terminálok hegesztéséhez (X2, X3) vagy Constant (X4, X5) áram.
Egy alap LATRE2 hiányában helyettesíthető egy önálló "hegesztővel", mágneses maggal a transzformátor acél (mag keresztmetszete 45-50 cm 2). Elsődleges tekercselése a PEV2 huzal 250 fordulatot kell tartalmaznia 1,5 mm átmérőjű. A másodlagos nem különbözik a modernizált LATR2-ben.
Az alacsony feszültségű tekercselés kimeneténél a VD3-VD10 teljesítménydiódákkal való egyenirányító blokkja állandó áramerősségű hegesztéshez van kialakítva. Ezen szelepek mellett erősebb analógok teljesen elfogadhatók, például D122-32-1 (kiegyenesített áram - akár 32 a).
Power diódák és tirisztorok vannak felszerelve hűtőborda radiátorok, amelyek mindegyike legalább 25 cm2. A burkolat külső részét eltávolítja az R6 beállító ellenállás tengelyét. A fogantyú alatt skála van az állandó és váltakozó feszültség meghatározott értékeinek megfelelő részekkel. És a hegesztőáram függőségének táblázata mellett a transzformátor másodlagos tekercseléséről és a hegesztőelektródának (0,8-1,5 mm) átmérőjének függvényében.
Természetesen 0,5-1,2 mm átmérőjű szénacélból készült öngyilkosságú elektródák elfogadhatók. A 250-350 mm hosszúságú burkolatok folyékony üveggel vannak bevonva - szilikát ragasztó és zúzott kréta keveréke, így a védelem nélküli 40 mm-es végeket a hegesztőgéphez való csatlakozáshoz kell hagyni. A bevonatot gondosan szárítjuk, különben a hegesztés során "lőni".
Bár a hegesztés váltakozó (X2, X3 terminál) és állandó (X4, X5) áram, a második opció, a hegesztők véleménye szerint, előnyösen az első. Ráadásul a polaritás nagyon fontos szerepet játszik. Különösen a "tömeg" (hegeszthető tárgy), és ennek megfelelően,
az elektróda csatlakoztatása a terminálhoz a "mínusz" jelzéssel az úgynevezett egyenes polaritás. A fordított polaritásnál nagyobb hő felszabadulása jellemzi, ha az elektróda az egyenirányító pozitív kimenetéhez és a "tömeg" pozitív kimenetéhez van csatlakoztatva. A hátrameneti polaritást akkor alkalmazzák, ha szükséges a hőengedmény csökkentése, például a vékony fémlemezek hegesztése esetén. Majdnem minden energia megjelent energia egy hegesztés kialakulásához megy, ezért a tartomány mélysége 40-50 százalékkal több, mint az azonos értékű, de közvetlen polaritás.
És néhány alapvető fontosságú jellemző. Az ív áramának folyamatos hegesztési sebességének növekedése a tartomány mélységének növekedéséhez vezet. Ráadásul, ha a munkát váltakozó áramon végzik, az utolsó paraméterek 15-20 százalékkal kevesebb lesz, mint egy DC fordított polaritás. A hegesztés feszültsége befolyásolja a tartomány mélységét. De a varrás szélessége az u SVA-tól függ: a feszültség növekedésével nő.
Innen fontos következtetés a vékonylemezes acélból származó személygépkocsi testének javításakor: A legjobb eredmények a hegesztési hegesztést a hátrameneti polaritás állandó árammal adják meg, minimális (de elegendőek a fenntartható égetéshez az ARC) feszültség.
Az ívet minimálisan rövid ideig kell tartani, az elektródát egyenletesen fogyasztják, és a hegesztett fém szabályozásának mélysége maximum. A varrat maga tiszta és tartós, gyakorlatilag megfosztották a salak zárványait. Az olvadék ritka fröccsenéből, nehéz eltávolítani a termék hűtése után, megvédheti magát, krétával, a közeli felületen (a cseppek a fém felé nézve).
Az ív gerjesztése (előkészítés az elektródára és a megfelelő -U sv "tömegére") kétféleképpen. Az első lényege az elektróda fényének fényében a hegesztett részekre, majd 2-4 mm-re az oldalra. A második módszer hasonlít egy csípő mérkőzést a doboznál: Az elektróda csúsztatása a hegesztendő felület mentén, azonnal eltávolítva rövid távolságra. Mindenesetre meg kell ragadnia az ív eseményének pillanatát, és csak akkor, csak akkor simán mozgatja az elektródát a varrás azonnal, fenntartva nyugodt égését.
A hegesztett fém típusától és vastagságától függően egy vagy egy másik elektródot választanak ki. Ha például egy st3 lap egy standard válogatás, az 1 mm vastagság 0,8-1 mm átmérőjű (ez elsősorban a tervezés). A 2 mm-es acélból készült hegesztési munkákhoz kívánatos, hogy "hegesztő" erősebb legyen, és az elektróda vastagabb (2-3 mm).
Aranyból készült hegesztési ékszerek, ezüst, melchior jobb használata tűzálló elektróda (például volfrám). Hegesztheted és kevésbé ellenálló fémeket, szén-dioxiddal védett védelmet.
Mindenesetre a munkát függőlegesen elhelyezkedő elektródként hajthatjuk végre, és előre vagy hátra. De kifinomult szakemberek azt állítják, hogy a szög előrehaladása előre (van egy éles sarok az elektróda és a kész varrás között), egy teljesebb szolgáltató biztosított, és a varrás kisebb szélessége. Ugyanezen szög hegesztése csak a legharsabbabb kombinációhoz ajánlott, különösen akkor, ha a profilbérléssel (sarok, alkohol és a chaserler) foglalkozik.
Fontos dolog - hegesztő kábel. A vizsgált berendezés esetében a rézszálas (általános szakasz körülbelül 20 mm 2) a gumi szigetelés alkalmas. A mennyiség a két egyszeri szegmens, amelyek mindegyikét egy alaposan összenyomott és proplayed terminál csúcsával kell felszerelni a "hegesztő" csatlakoztatásához. A "Tömeg" használatához használja a "krokodil" típusú erős bilincset, és az elektróda egy háromrúdhoz hasonlító tartó. Használhatja az autót "cigarettagyújtó".
Szükség van a személyes biztonságra is. Elektromos íves hegesztéssel próbálja meg védeni magukat a szikráktól, és még inkább - az olvadt fém fröccsenésétől. Ajánlatos vezetési ruhákat viselni egy szabad vágott, védő ujjatlan és maszk használatával, védve a szemét az elektromos ív kemény sugárzásából (napszemüvegek alkalmatlanok itt).
Természetesen lehetetlen elfelejteni a "biztonsági előírásokról, amikor az elektromos berendezéseken végzett hálózatoknál legfeljebb 1 kV-os feszültségű hálózatokban dolgoznak". A villamosenergia-gondatlanság nem bocsát ki!
M.VEWOROVSKY, Moszkva régió
Modell tervező 2000 №1
A berendezések tervezése vagy javításakor a háztartási berendezések gyakran megkapják a problémát: hogyan kell főzni vagy más részleteket főzni. Vásárlás A hegesztőgép nem teljesen egyszerű, de hogy magad ...
Ebben a cikkben megismerhetjük az eredeti rendszer szerint készült egyszerű házi hegesztőgépet.
A hegesztőgép a 220 V-os hálózatból működik, és magas elektromos jellemzőkkel rendelkezik. A mágneses csővezeték új formájának használata miatt a berendezés súlya mindössze 9 kg, 125 x 150 mm méretű méretekkel. Ezt egy szalag transzformátoros vas alkalmazásával érjük el, amely torusz formájában tekercsbe tekercselve, a W-alakú lemezek hagyományos csomagolás helyett. A transzformátor elektromos jellemzői a tramagnetikus csővezetéken körülbelül 5-szer magasabbak, mint a W-alakúak, és az elektropotterek minimálisak.
Annak érdekében, hogy megszabaduljon a hiányos transzformátoros vas kereséséből, később megvásárolhatja a 9 A-t, vagy használja a tramagnetikus csövet az égetett laboratóriumi transzformátorból. Ehhez távolítsa el a kerítést, a megerősítést és távolítsa el az égett kanyargást. A felszabadult mágneses magot el kell különíteni a jövőbeli rétegektől a tekercselés elektromos áramkörével vagy két rétegérzékelővel.
A hegesztő transzformátornak két független tekercsje van. Az elsődleges, a PEV-2 1,2 mm-es vezetéket alkalmazzák, egy transzfer (50 x 50 mm-es fából készült vasúti sín a végeken) használható a végén lévő slotokkal való kényelem érdekében), amely a teljes sebek huzal. A tekercsek között szigetelés rétegbe kerül. A másodlagos tekercselés egy pamut vagy üvegszigetelésű rézhuzal - 45-ös fordulattal rendelkezik az elsődleges. A huzal a huzalba kerül, és kívülről egy kis rés - egy egységes elrendezéshez és jobb hűtéshez.
Kényelmesebb dolgozni együtt: egy óvatosan, nem sérti a szomszédos fordulókat, hogy ne károsítsa a szigetelést, nyúlik és halmozd le a huzalt, és az asszisztens szabad végét tartja, amely védi a csavarást. Az így készített hegesztő transzformátor 50-185 A-t adja meg.
Ha a LATR-t 9 A-ra vásárolta, és amikor az ellenőrzés során kiderült, hogy a megőrzésben a kanyargása, akkor az ügy nagymértékben egyszerűsíthető. A kész tekercselést elsődlegesként 1 órán belül egy hegesztő transzformátort gyűjthetünk össze, amely az áram 70-150 A-t adja meg. Ehhez a kerítés, az áramrész csúszka és a rögzítő szerelvények eltávolítása szükséges. Ezután a következtetéseket 220 V-ra határozza meg, és a másik végeket, amelyek biztonságosan lélegzik, ideiglenesen nyomják meg a mágneses csővezetéket, hogy ne károsítsák őket a másodlagos tekercseléssel való munkavégzés során. Az utóbbi telepítése ugyanúgy történik, mint az előző kiviteli alaknál, ugyanazon szakasz és hossz rézhuzalja.


Az összegyűjtött transzformátor egy elszigetelt padon van elhelyezve az egykori burkolatban, a szellőztetésre szolgáló lyukak előre fúrva vannak benne. Az elsődleges tekercsvezetékek az SWRP vagy a VRP kábelen lévő 220 hálózathoz vannak csatlakoztatva. A láncban leválasztó megszakítót kell biztosítani.
A másodlagos tekercselés következtetései a PRG rugalmas szigetelt vezetékeihez vannak csatlakoztatva, az elektródtartó az egyikhez van csatlakoztatva, a másik pedig - a rész hegeszthető. Ugyanaz a hegesztő biztonsági vezeték tartozik.
Jelenlegi kiigazítás kívánják kapcsolva egymás után a lánc a huzaltartó az előtét elektródok - nikróm vagy constatenic huzal átmérője 3 mm, hossza 5 m, hengerelt kígyó, amely a csatolt azbesztcement lemez. Minden vezeték és ballaszt csatlakozás - M10 csavarokkal. Ha kiválasztja, mozgassa a huzal csatolási pontját kígyó, állítsa be a kívánt áramot. Lehetőség van lehetőség arra, hogy az áramot különböző átmérőjű elektródák segítségével állítsa be. Hegesztés esetén az 1-3 mm-es típusú elektródákat használják.
A hegesztő transzformátor összes szükséges anyaga megvásárolható a kereskedési hálózatban. És az a személy, aki ismeri az elektrotechnológiát, hogy egy ilyen eszköz nem jelent nehézséget.

Ha az égési sérülések elkerülése érdekében az E-1, E-2 könnyűszűrővel ellátott szálas védőburkolatot kell használni. Fejdísz, overallok és ujjatlanok is szükségesek. A hegesztőgépet a nedvességtől védeni kell, és megakadályozza annak túlmelegedését. 3 mm átmérőjű elektródával megközelíthető működési mód: az áram 50-185 A - 10 elektródával ellátott transzformátorhoz, és az áram 70-150 A - 3 elektródával, amely után a gépet ki kell kapcsolni a Hálózat legalább 5 perc.



