Самодельный сварочный инвертор из латра. Сварочный аппарат из лабораторного автотрансформатора латр2
От компактного и вместе с тем достаточно надежного, дешёвого и простого в изготовлении «сварочника» ни один мастеровой, домовитый хозяин не откажется. Особенно если узнает, что в основе этого аппарата - легко поддающийся модернизации 9-амперный (знакомый практически каждому со школьных уроков физики) лабораторный автотрансформатор ЛАТР2 да самодельный тиристорный мини-регулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220В, но и изменять Uсв на электроде, а значит, выбирать нужную величину тока сварки.
Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе.
Сварочный трансформатор на бaзe широко распространённого ЛАТР2 (а), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги.
Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъём, который в обиходе называют «евровилка-евророзетка». А в качестве выключателя SB1 подойдёт «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу.
Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (противоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосъёмный ползунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надёжную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку.
А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм2. Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением.
Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания.
Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе.
При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2.
На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток - до 32 А).
Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом - таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом - смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать».
Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» - к отрицательному.
Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности.
И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности.
Напряжение же сварки мало влияет на глубину провара. Зато от Uсв зависит ширина шва: с ростом напряжения она увеличивается.
Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении.
Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла - максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу).
Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее -Uсв) двумя способами. Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние.
В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение.
В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0,8-1 мм (на это в основном и рассчитана рассматриваемая конструкция). Для сварочных работ на 2-мм стальном прокате желательно иметь и «сварочник» помощнее, и электрод потолще (2-3 мм).
Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом.
В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером).
Немаловажная вещь - сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм2) в резиновой изоляции. Потребное количество - два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику».
Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом - держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем».
Необходимо позаботиться также о личной безопасности. При электродуговой сварке постараться уберечься от искр, а тем более - от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги (солнцезащитные очки здесь непригодны).
Разумеется, нельзя забывать и о «Правилах техники безопасности при выполнении работ на электрооборудовании в сетях с напряжением до 1 кВ». Электричество беспечности не прощает!
М.ВЕВИОРОВСКИЙ, Московская обл. Моделист-конструктор 2000 №1.
Данный самодельный сварочный аппарат из ЛАТР 2 построен на базе девяти амперного ЛАТР 2 (лабораторный регулируемый автотрансформатор) и в его конструкции предусмотрена регулировка сварочного тока. Наличие в конструкции сварочного аппарата диодного моста позволяет производить сварку постоянным током.
Схема регулятора тока для сварочного аппарата
Режим работы сварочного аппарата регулируется переменным резистором R5. Тиристоры VS1 и VS2 открываются каждый в свой полупериод попеременно на определенный промежуток времени благодаря фазосдвигающей цепи, построенной на элементах R5, С1 и С2.
В итоге появляется возможность изменять на первичной обмотке трансформатора входное напряжение от 20 до 215 вольт. В результате трансформации на вторичной обмотке появляется пониженное напряжение, позволяющее с легкостью поджечь сварочную дугу на клеммах X1 и X2 при сварке переменным током и на клеммах X3 и X4 при сварке постоянным током.
Подключение сварочного аппарата к электросети производится обыкновенной штепсельной вилкой. В роли включателя SA1 можно использовать спаренный автомат на 25А.
Переделка ЛАТР 2 под самодельный сварочный аппарат
Сперва с автотрансформатора удаляют защитный кожух, электросъемный контакт и крепление. Далее на существующую обмотку 250 вольт наматывают хорошую электроизоляцию, к примеру, стеклоткань, сверху которой укладывают 70 витков вторичной обмотки. Для вторичной обмотки желательно выбрать медный провод с площадью сечения около 20 кв. мм.
В случае если нет провода подходящего сечения, можно сделать намотку из нескольких проводов с общей площадью сечения 20 кв.мм. Видоизмененный ЛАТР2 монтируют в подходящий самодельный корпус имеющий вентиляционные отверстия. Там же необходимо установить плату регулятора, пакетный выключатель, а так же клеммы для Х1, Х2 и Х3, Х4.
В случае отсутствия ЛАТР 2, трансформатор можно сделать самодельный, намотав первичную и вторичную обмотки на сердечник из трансформаторной стали. Сечение сердечника должно быть примерно 50 кв. см. Первичная обмотка наматывается проводом ПЭВ2 диаметром 1,5мм и содержит 250 витков, вторичная такая же которая наматывается на ЛАТР 2.
На выходе вторичной обмотки подключают диодный мост из мощных выпрямительных диодов. Вместо указанных на схеме диодов можно применить диоды Д122-32-1 или 4 диода ВЛ200 (электровозные). Диоды для охлаждения необходимо установить на самодельные радиаторы с площадью не менее 30 кв. см.
Еще существенным моментом является выбор кабеля для сварочного аппарата. Для данного сварочника необходимо применить медный многожильный кабель в резиновой изоляции с сечением не менее 20 кв.мм. Необходимо два куска кабеля по 2 метра длинной. Каждый необходимо хорошо обжать клеммными наконечниками для подключения к сварочному аппарату.

Портативный USB осциллограф, 2 канала, 40 МГц....

Уверен: от компактного и вместе с тем достаточно надежного, дешевого и простого в изготовлении “сварочника» ни один мастеровой, домовитый хозяин не откажется. Особенно если узнает, что в основе этого аппарата - легко поддающийся модернизации 9-амперный (знакомый практически каждому со школьных уроков физики) лабораторный автотрансформатор ЛАТР2 да самодельный тиристорный минирегулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220 В. но и изменять u на электроде, а значит, выбирать нужную величину тока сварки.
Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полу периода. открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -u позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе.
Резисторы R2 и RЗ шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1. C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора НL1, сигнализирующего о включении аппарата в бытовую электросеть, используется нвоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъем, который в обиходе называют “евровилка-евророзетка” . А в качестве выключателя SB1 подойдет «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу.
Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (про-тивоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосьемный ползунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надежную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку. А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм2. Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением.
Намотку удобнее осуществлять вдвоем. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя ее от скручивания.
Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SВ1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе.
При отсутствии базового ЛАТР2 его можно заменить самодельным «сва-рочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2.
На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3 – VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток - до 32 А).
Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом - таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
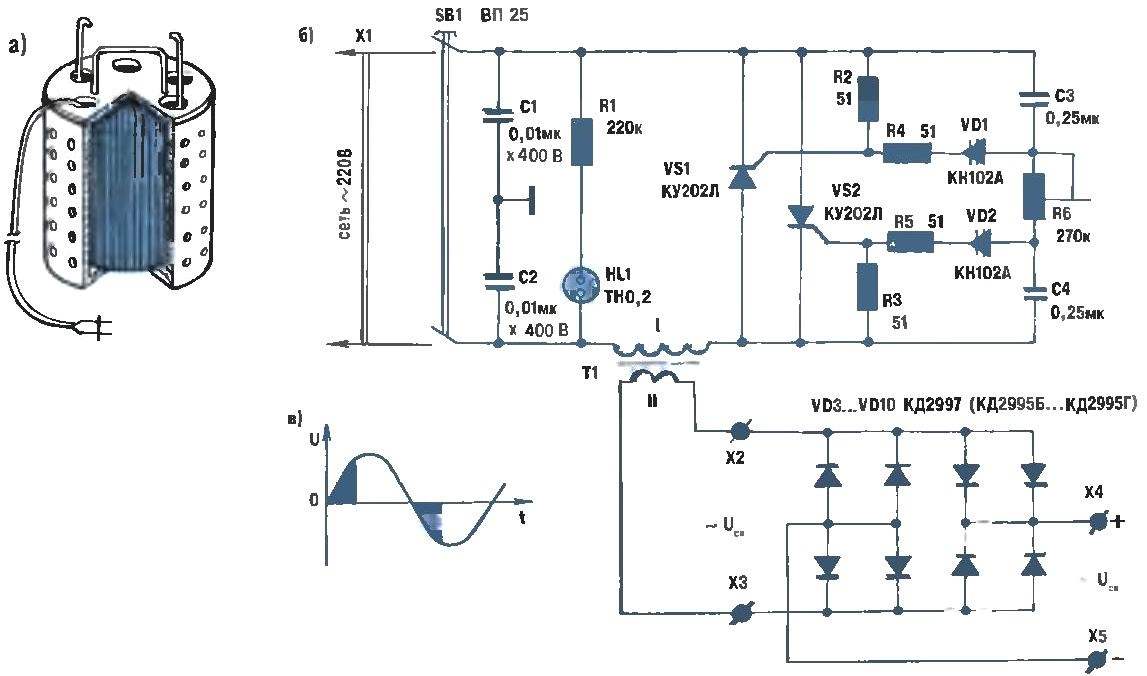
Сварочный трансформатор на базе широко распространенного ЛАТР2 (а), его подключение к принципиальная электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжений (в), поясняющая работу резисторного регулятора режима горения электродуги.
Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом - смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнет «постреливать».
Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для нее характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» - к отрицательному. Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности.
И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от uсв зависит ширина шва: с ростом напряжения она увеличивается.
Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении.
Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла - максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу).
Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее Ucв) двумя способами. Суть первого в легком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение.
В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0,8-1 мм (на это в основном и рассчитана рассматриваемая конструкция). Для сварочных работ на 2-мм стальном прокате желательно иметь и «сва-рочник» помощнее, и электрод потолще (2-3 мм).
Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом.
В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклоненным вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером).
Немаловажная вещь - сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм2) в резиновой изоляции. Потребное количество - два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом - держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем».
Сварочное оборудование своими руками
В основе этого аппарата - легко поддающийся модернизации 9-амперный лабораторный автотрансформатор ЛАТР 2 и самодельный тиристорный мини-регулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220В, но и изменять U св на электроде, а значит, выбирать нужную величину тока сварки.
Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -U св позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе.
Схема превращающая ЛАТР в сварочный аппарат
Сварочный трансформатор на бaзe широко распространённого ЛАТР2 (а), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги.
Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъём, который в обиходе называют «евровилка-евророзетка». А в качестве выключателя SB1 подойдёт «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу.
Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (противоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосъёмный ползунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надёжную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку. А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм 2 . Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением.
Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания.
Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе.
При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см 2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2.
На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток - до 32 А).
Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см 2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом - таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом - смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать».
Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно,
подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» - к отрицательному. Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности.
И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от U св зависит ширина шва: с ростом напряжения она увеличивается.
Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении.
Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла - максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу).
Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее -U св) двумя способами. Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение.
В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0,8-1 мм (на это в основном и рассчитана рассматриваемая конструкция). Для сварочных работ на 2-мм стальном прокате желательно иметь и «сварочник» помощнее, и электрод потолще (2-3 мм).
Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом.
В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером).
Немаловажная вещь - сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм 2) в резиновой изоляции. Потребное количество - два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом - держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем».
Необходимо позаботиться также о личной безопасности. При электродуговой сварке постараться уберечься от искр, а тем более - от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги (солнцезащитные очки здесь непригодны).
Разумеется, нельзя забывать и о «Правилах техники безопасности при выполнении работ на электрооборудовании в сетях с напряжением до 1 кВ». Электричество беспечности не прощает!
М.ВЕВИОРОВСКИЙ, Московская обл.
Моделист-конструктор 2000 №1
При конструировании или ремонте техники, бытового оборудования часто встает проблема: как сварить те или иные детали. Купить сварочный аппарат не совсем просто, а сделать самому...
В этой статье Вы можете познакомится с несложным самодельным сварочным аппаратом, изготовленном по оригинальной схеме.
Сварочный аппарат работает от сети 220 В и обладает высокими электротехническими характеристиками. Благодаря применению новой формы магнитопровода вес аппарата составляет всего 9 кг при габаритных размерах 125 х 150 мм. Это достигнуто использованием ленточного трансформаторного железа, свернутого в рулон в форме тора, вместо традиционного пакета Ш-образных пластин. Электротехнические характеристики трансформатора на тормагнитопроводе примерно в 5 раз выше, чем у Ш-образного, а электропотери минимальные.
Чтобы избавиться от поисков дефицитного трансформаторного железа, можно приобрести готовый ЛАТР на 9 А или использовать тормагнитопровод от сгоревшего лабораторного трансформатора. Для этого снимают ограждение, арматуру и удаляют сгоревшую обмотку. Освобожденный магнитопровод должен быть изолирован от будущих слоев обмотки электрокартоном или двумя слоями лакоткани.
Сварочный трансформатор имеет две самостоятельные обмотки. В первичной применен провод ПЭВ-2 1,2 мм, длиной 170 м. Для удобства работы можно использовать челнок (деревянная рейка 50 х 50 мм с прорезями на концах), на который предварительно намотан весь провод. Между обмотками помещают слой изоляции. Вторичная обмотка — медный провод в хлопчатобумажной или стекловидной изоляции - имеет 45 витков поверх первичной. Внутри провод располагают виток к витку, а с внешней стороны с небольшим зазором - для равномерного расположения и лучшего охлаждения.
Работу удобнее выполнять вдвоем: один осторожно, не задевая за соседние витки, чтобы не повредить изоляцию, протягивает и укладывает провод, а помощник удерживает свободный конец, предохраняя от его скручивания. Сварочный трансформатор, изготовленный таким способом, будет давать ток 50 - 185 А.
Если вы приобрели «Латр» на 9 А и при осмотре оказалось, что его обмотка в сохранности, то дело значительно упрощается. Используя готовую обмотку в качестве первичной, можно за 1 час собрать сварочный трансформатор, дающий ток 70 - 150 А. Для этого необходимо снять ограждение, токосъемный ползунок и крепежную арматуру. Затем определить и промаркировать выводы на 220 В, а остальные концы, надежно заизолировав, временно прижать к магнитопроводу, чтобы не повредить их при работе со вторичной обмоткой. Монтаж последней осуществляется так же, как и в предыдущем варианте, при этом используется медный провод того же сечения и длины.


Собранный трансформатор помещают на изолированную площадку в прежний кожух, предварительно просверлив в нем отверстия для вентиляции. Провода первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП. В цепи необходимо предусмотреть отключающий автоматический выключатель.
Выводы вторичной обмотки соединяют с гибкими изолированными проводами ПРГ, к одному из них крепится держатель электродов, а к другому - свариваемая деталь. Этот же провод для безопасности сварщика заземляется.
Регулировка тока предусматривается включением последовательно в цепь провода держателя электродов балластника - нихромовой или констатановой проволоки диаметром 3 мм и длиной 5 м, свернутой змейкой, которая крепится к асбестоцементному листу. Все соединения проводов и балластника — с помощью болтов М10. Методом подбора, перемещая по змейке точку присоединения провода, устанавливают требуемый ток. Возможен вариант регулировки тока использованием электродов различного диаметра. Для сварки применяются электроды типа диаметром 1 - 3 мм.
Все необходимые материалы для сварочного трансформатора можно приобрести в торговой сети. А человеку, знакомому с электротехникой, сделать такой аппарат не представляет трудностей.

При работе во избежание ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательны также головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочный режим работы с электродом диаметром 3 мм: для трансформатора с током 50 - 185 А — 10 электродов, а с током 70 - 150 А — 3 электрода, после чего аппарат необходимо отключить от сети минимум на 5 минут.



