Házi készítésű világ - házi készítésű karos olló. Házi készítésű kézi emelőkaros fémolló Karos fémolló rajzai
A bemutatott saját készítésű guillotine a karos olló elvén működik, legfeljebb 3 mm vastagságú fémlemez vágására.
Rendelkezésre álló eszközökből, különösen régi reszelőből és fémhulladékból készül.
A guillotine készítése több szakaszból áll. Először is feltétlenül rajzmunkát kell végezni annak érdekében pontos meghatározás a termék méretei. Az alkalmazandó lépték 1:1.
Javasoljuk továbbá egy kinematikai diagram megrajzolását, amellyel a ható erők figyelembevétele nélkül meg lehet határozni a mozgó alkatrészek dinamikus paramétereit. 
Papírra nyomtatva az alkatrészek rajzait nyomtatóra nyomtatják, majd kivágják. A vágott részekből összeállítják a gép modelljét. Ez azért történik, hogy megbizonyosodjunk a számítások helyességéről és a méretek pontos megfeleléséről, minden egyes külön-külön vett komponenshez a teljes mechanizmus egészének működésével összefüggésben.
Nagyon fontos a vágási szint jelző meghatározása. A mozgatható penge és az alap metszéspontjában található, amelyet hagyományosan egy ceruzával húzott vonal jelöl. 
A következő lépés a megfelelő méretű fémhulladék darabok kiválasztása, majd a leendő alkatrészek kontúrjainak mintás felvitele rájuk. Ebben a pillanatban válik fontos sablonná az animáció alól kikerülő papírdarabkák. 
V ebben az esetben a sarok levágása és a fekvő vaslapdarab ürességként működött. És a darálóval vagy gázvágóval végzett intenzív munka eredményeként megkapták a fémolló fő részeit. Ez két fül, egy fogantyú, egy testtartó és maga a test.

A guillotine testéhez két hegesztett sarok alapja van rögzítve. Vastagságuk 50 mm. Ügyeljen arra, hogy mekkora helyet vesznek figyelembe a bejegyzéseknél a következő módban: "lap fel", "lap le". Szintén biztosított szabad hely egy fájlhoz. Ebben az esetben a vastagságának és a szükséges hézagnak a paramétereiből kell kiindulni.

Ezután a rögzítőcsavarok segítségével a szekvenciális összeszerelési folyamat megtörténik. A fogantyú két füllel van rögzítve az olló fő szerkezetéhez. Ezt követően a testtartó egyik végét rácsavarjuk. A második a fogantyúhoz csatlakozik. 
Ennek eredményeként ki kell derülnie, itt van egy ilyen példa. Feltéve, hogy az előző szakaszokban nem követtek el hibákat, a teljes vágás pillanatának akkor kell bekövetkeznie, amikor a fogantyú eléri a vízszintes helyzetet. A minimális pálcamozgást is a maximális sugárút hátterében kell elérni. 
A két penge nyersdarabja egy közönséges, régi, ezért csiszolt reszelő volt. Először is két részre kell vágni. Mindegyikben három lyuk van fúrva a rögzítéshez. Ezt követően kialakul a pengeprofil, és közvetlenül élesítik az éleket. 
A képeken két vágókés rögzítési pontjai láthatók. A felső kés mozgását nem akadályozhatja a gép többi része. Fontos, hogy a profilt úgy hozza létre, hogy a vágás teljes szélességében a kések kölcsönhatása 6-8 fokos szögben történjen. 
Használatra kész házi készítésű karos olló bilincsekkel vagy kifejezetten erre a célra fúrt lyukak biztonságosan rögzítve munkafelület munkapad.
Az alapvető technológiai szabályok betartása mellett a gép gyártása során minden bizonnyal nagyon magas hatékonyságot fog mutatni. És könnyedén vágja mind a papírleveleket, mind a 3 mm-es vasat.
Videó: csináld magad kézi guillotine fém vágásához.
Karos olló vágva fém lemez, ón, vágott alumínium profilokés drót. Az üzletek különféle modelleket kínálnak különböző gyártók bármilyen árkategória. Ennek ellenére vannak olyan kézművesek, akik ezt a hasznos és egyszerű eszközt saját kezükkel készítik.
Karos nyíró berendezés
karos olló Corvette
A kézi fémollók munkája a kar elvén alapul. Az anyagot két, kb. 20 cm hosszú vágófelülettel vágják, ekkor az egyik felületet mereven rögzítik az alapra, ami a teljes nyomóerőt adja. A mozgatható vágó is az ágyhoz van rögzítve. A rögzített pengében egy horony van kiválasztva a csúszka mozgatásához. Zsanérként mozog egy síkban.
Az olló mozgatható része a csúszkához van rögzítve. A csúszka munkalökete 15-32 mm. A mozgatható panel hosszú fogantyúval (kb. 50 cm) van felszerelve, amely 20-szorosára vagy többszörösére növeli az alkalmazott erőt. Ezért a fémet meglehetősen könnyen vágják.
A karos olló teste fém, a vágófelületek szerszámacélból készültek. A műszer átlagos méretei 56 x 18 x 45 cm, súlya pedig körülbelül 30 kg. Az ilyen berendezések segítségével saját kezűleg vághat 0,5 cm vastag acéllemezt, 0,6 mm alumíniumot vagy sárgarézet, 6x70 mm keresztmetszetű profilt vagy 13-as acélrudat.
A karos ollók fajtái
A karvágó kialakítások nem különböznek egymástól, a fő különbség a hajtás típusában van:
- kézi - a legprimitívebb eszköz, a karra hatva a vágópenge mozgásba lép;
- elektromos - nagyon gyorsan működnek, magas termelékenységgel rendelkeznek. Az ilyen berendezések fémvágása nem igényel erőfeszítést a munkavállalótól;
- hidraulikus - erős, hidraulikusan mozgásba hozva. Széles körben használják, amikor nagy erőkre van szükség, például vasalás vagy rudak vágásához.
A kézi ollók a céltól és a kialakítástól függően a következőkre oszthatók:
- egyenes pengével - csak egyenes vonalú vágáshoz használják;
- ívelt vágókkal - elemeket vágnak összetett formaés lyukak;
- szék - vastag papírlapok vágására szolgál;
- ujj - készítsen lyukakat nagyon vékony metszőfogakkal;
- kar - tartósan a munkaasztalhoz vannak rögzítve.
A kézi felfüggesztés lehetővé teszi, hogy csak egyenes vonalban vágjon át vagy egyenesen.
Ezenkívül az eszközök különböznek a végső elemek hosszában:
- rövid pengével az egyenes vágáshoz;
- hosszú vágófelületekkel - egyenes vágáshoz;
- kombinált olló minden típushoz, beleértve a kontúrozást is.
Kis részek vágása karos ollóval nem lehetséges, kényelmesek nagy vágási vagy fakivágási munkákhoz.
A szerszám lehet álló vagy hordozható. A munkához mindkét típust szilárdan rögzítik a munkapadra vagy az ágyra. Ez az egyetlen módja a fém pontos és biztonságos vágásának. Használjon bilincseket vagy csavarokat a hordozható olló rögzítéséhez.
A karos ollóval végzett munka szabályai
A munka megkezdése előtt tömítéseket kell felhelyezni, hogy ne vágja meg magát a fémlemez éles széleivel!
- Rögzítse szilárdan kéziszerszám az asztal felületén;
- helyezzen egy fémlapot merőlegesen a pengékre, és tartsa a fő kezével (jobbkezeseknél jobb);
- finoman és óvatosan nyomja le a fogantyút felülről lefelé.
Munka közben meg kell védeni a lábát a leeső fémdaraboktól. Az éles esések különösen veszélyesek, ezért ne dolgozzon mezítláb vagy nyitott cipőben. Az olló felszereléséhez csak szilárd, nem lötyögő alapot válasszon.
Házi készítésű karos olló

kar olló rajza: 1 - alsó pofa, 2 - rögzített penge, 3 - mozgatható penge, 4 - felső talp, 5 - csavar a penge rögzítéséhez (2 darab), 6 - csavarok 4 darab, 7 - kés kar, 8 - bilincs, 9 - kar, 10 - csavar, 11 - rögzítőcsavar (2 darab)
- Ennek a kézi ollómodellnek a keretét kézzel állítják össze egy 7,5 x 7,5 x 0,8 cm-es sarokból. A vízszintes alaphoz egy rögzített kést rögzítenek pár csavarral. Az alap tetejét ketté kell vágni, hogy egy vonalba kerüljön a mozgatható pengével. A pengékben furatok készülnek, M8 csavarokhoz 24 mm hosszú, süllyesztett.
- A felső alapra zsanéros rögzítőelemekkel van felszerelve: az alsó felületre a penge és a kés kar (méretei 6,5 x 3 x 0,6 cm), a felső részre a kar (24,5 x 1,8 x 0,7 cm) és egy fülbevaló (6 x 1,8 x 7 cm) a mobilitás érdekében.
A "csináld magad" nyersdarabokat fémfűrésszel vágják. Edzett acélból csiszoljuk a pengéket, 30 fokos élezési szögben.
Először minden alkatrészt összeállítunk egy kész gépbe, beállítjuk. Miután szétszedjük és lefestjük. Amikor a festék megszáradt, gyűjtse tisztára.
Mivel a bemutatott szerkezet meglehetősen kicsi, ezért satuban van felszerelve egy munkapadra. A szerszámot tartósan felszerelheti a munkapadra. Ehhez az alapot a sarokhoz hegesztik, amely a munkaasztalhoz van csavarozva. A lapátok arányának beállítására alátéteket használnak.

kézi karos olló rajza fémhez
Ezt a kézi olló modellt részletes rajz egészíti ki. A fémvágást egyenként 10 cm hosszú pengével végezzük. A mozgatható penge forgattyús mechanizmuson van a lengőkarhoz rögzítve. A hajtókar excentricitása 16 mm, maximális amplitúdója 3,2 cm. A farkára 50 cm hosszú nyelet rögzítünk.
Javasoljuk, hogy az ollóból álló változatot készítsenek, amelyeket egyszer biztonságosan rögzítenek a munkafelülethez M10 csavarokkal. A rögzítéshez lyukakkal ellátott lábak találhatók. Az emelőkaros kézi ollók testének kiváló minőségű 45-ös vagy 40-es acélból kell készülnie, a pengéknek pedig P18, P9 vagy U10 minőségűek.
A rajz szerint készült olló több mint 2 éve sikeresen működik, akár 3,5 mm vastag acéllemezekkel is megbirkózik.
Videóval Részletes leírás rajzok, fémkaros ollók tervezése és gyártása:
DIY görgős kés
A fém otthoni vágása unalmas folyamat. És minősége gyakran sok kívánnivalót hagy maga után, ami a kapott élek további feldolgozását kényszeríti ki. A helyzet sokféleképpen korrigálható speciális eszközökkel, beleértve a kézzel készítetteket is. Ma az egyik ilyen eszközről fogunk beszélni, nevezetesen a görgős késről.
Görgős kések fémhez
 A görgős kés ma egyre nagyobb keresletet és népszerűséget szerez. Ez nem csak egy ilyen eszköz nagy termelékenységének, hanem meglehetősen egyszerű eszközének is köszönhető. A mechanizmus működési elve egyszerű - két vágógörgős tárcsa különböző irányban forog, belepréselve a fém felületébe és így vágva azt. A fém és a kések közötti súrlódás lehetővé teszi, hogy a munkadarab simán mozogjon a szerszámon.
A görgős kés ma egyre nagyobb keresletet és népszerűséget szerez. Ez nem csak egy ilyen eszköz nagy termelékenységének, hanem meglehetősen egyszerű eszközének is köszönhető. A mechanizmus működési elve egyszerű - két vágógörgős tárcsa különböző irányban forog, belepréselve a fém felületébe és így vágva azt. A fém és a kések közötti súrlódás lehetővé teszi, hogy a munkadarab simán mozogjon a szerszámon.
Az esetek túlnyomó többségében a fémlemez nyíróhenger kések két forgó görgőt tartalmaznak - egy felsőt és egy alsót. Az alkalmazott variációtól függően vágóelem, a hasonló eszközök az alábbiak szerint osztályozhatók:
- Párhuzamos kések - fém csíkokra vágására használják, miközben nagyon elfogadható minőséget biztosítanak;
- Egy ferde élek - ez a csoport nemcsak az anyag hosszirányú vágását teszi lehetővé, hanem kör alakú és kör alakú nyersdarabok vágását is;
- Több ferde kések - az ilyen eszközök lehetővé teszik a kerek, ívelt vagy gyűrű alakú munkadarabok kis sugarú hatékony vágását.
Érdemes megjegyezni, hogy a fenti változatok mindegyike kiváló munkát végez az acéllemez vágásakor, miközben a vágott élek nem igényelnek további figyelmet és utólagos feldolgozást.
Házi készítésű görgős kések
Minden kétségtelen előnye mellett még a görgős kés legegyszerűbb modellje is nagyon tisztességes költséggel jár. Ez annak köszönhető, hogy a beszerzés nem célszerű egyszeri munkához vagy időszakos használathoz. A pénzügyileg optimális megoldás azonban továbbra is létezik - a görgős kést saját kezűleg is elkészítheti otthon.
 Egy ilyen eszköz kialakítása nagyon eltérő lehet. A leggyakoribb változatokat az alábbiakban mutatjuk be (fotó, fotó 2). De mindenesetre a fő rész ugyanaz marad - a vágókés. A legtartósabb és legmegbízhatóbb acélötvözetből kell készülnie, amelynek szilárdsági mutatóinak szükségszerűen meg kell haladniuk a vágott anyag szilárdsági mutatóit. Ha ez a feltétel nem teljesül, a vágás minősége alacsony lesz, ami a vágott élek további feldolgozását teszi szükségessé.
Egy ilyen eszköz kialakítása nagyon eltérő lehet. A leggyakoribb változatokat az alábbiakban mutatjuk be (fotó, fotó 2). De mindenesetre a fő rész ugyanaz marad - a vágókés. A legtartósabb és legmegbízhatóbb acélötvözetből kell készülnie, amelynek szilárdsági mutatóinak szükségszerűen meg kell haladniuk a vágott anyag szilárdsági mutatóit. Ha ez a feltétel nem teljesül, a vágás minősége alacsony lesz, ami a vágott élek további feldolgozását teszi szükségessé.
A gyakorlat azt mutatja, hogy a gyári kések élettartama körülbelül 25 km acéllemez, feltéve, hogy a vastagsága 0,5 mm. Nagyobb vastagság esetén az erőforrás ennek megfelelően alacsonyabb lesz. A szerszám azonban gond nélkül élezhető, és továbbra is hatékonyan működik.
Ha már az erőforrásról beszélünk házi készítésű kések, akkor ez egyenes arányban van azzal az anyaggal, amelyből az egység vágórészei készülnek.
Miből lehet kést készíteni?
 A lehetőségek nagyon eltérőek lehetnek, itt kell figyelni, hogy pontosan mit is terveznek vágni. Ha tehát nem az acéllemez a legtartósabb a szerkezetében, beleértve az alumíniumot, a horganyzott fémet és más hasonló anyagokat, akkor a legelterjedtebb csapágyak teljesen megfelelő megoldást jelentenek. Igaz, ez megköveteli a végük előzetes élesítését.
A lehetőségek nagyon eltérőek lehetnek, itt kell figyelni, hogy pontosan mit is terveznek vágni. Ha tehát nem az acéllemez a legtartósabb a szerkezetében, beleértve az alumíniumot, a horganyzott fémet és más hasonló anyagokat, akkor a legelterjedtebb csapágyak teljesen megfelelő megoldást jelentenek. Igaz, ez megköveteli a végük előzetes élesítését.
A vágás végrehajtásához az egyik görgő, amely a meghajtó szerepét tölti be, a fogantyúra van felszerelve, amelynek köszönhetően a kést a fémhez nyomják. Kérjük, vegye figyelembe, hogy minél nagyobb a csapágyak átmérője, annál gyorsabban vághatja le az anyagot.
Annak érdekében, hogy a vágási folyamat maximális kényelemmel és pontossággal menjen végbe, a készüléket további vezetőkkel is fel lehet szerelni - ez nem lesz különösebben nehéz, de a jövőben garantáltan jól fog szolgálni.
Az így kapott szerszám meglehetősen sokoldalú, és nagyon sokféle fémmegmunkáló berendezéssel kombinálva használható, pl. laphajlító gépek, amit otthon is elkészíthetsz magadnak.
Hogyan készítsünk guillotine-t fém vágásához saját kezűleg?
Otthoni műhelyben ill kis vállalkozás a fémlemez lemezollóból készült termékek gyártásához a könnyebb - guillotine - soha nem lesz felesleges. A meghajtós változat például garázsba is beépíthető, a kézi guillotine pedig egyáltalán nem foglal sok helyet. Ha van elég egy nagy szám gyártási lehetőségek (rajzokban, videókban vagy leírásokban), valamint egyes leállított berendezésekből adaptált egységek, a fémolló házi készítése megfizethető valóság.

Házi készítésű kézi guillotine
A legegyszerűbb fémolló munkája
A guillotine (lemez) ollóval történő vágás elve az, hogy az eszköz késtartójának, amelyhez a szerszám mozgatható része rögzítve van, 1,5 ... 3 ° -os szöget kell bezárni a munkavég mentén, ennek eredményeként amely a fémet egyidejűleg vágja teljes szélességében. Ez csökkenti a forgácsolóerőt, de olyan technikát igényel, amely kompenzálja a fémlemez (lemez, vastag karton stb.) eltolódását a vágás során. Ezért megbízható tartásra van szükség.

A kardguillotine fő egységei
A házi készítésű guillotine vezetéséhez kis teljesítményű villanymotort használhat, mivel a folyamat energiafogyasztása kicsi. De a maximális vágóerő kiszámításának eredményei alapján gyakran elegendő és kézi hajtás, például egy kar típusú (ezt gyakran kínálják házi készítésű készülékekben). Szüksége lesz továbbá a mozgó alkatrészek megbízható megvezetésére a vágási folyamat során, valamint az ágy merev támasztófelületére. Ebben az esetben a házi készítésű guillotine részei és maga a termék nem deformálódnak rugalmasan.

A rajzokon általában feltüntetik a fémlemez, illetve fémlemez vastagságának és szélességének határait, amelyre a készüléket tervezték. Ha a lemezollók saját kezű beszerzésének teljes folyamatát önállóan hajtják végre, akkor a tervezés a vágás teljesítményjellemzőinek tisztázásával és a mechanizmus sémájának kiválasztásával kezdődik.
A design kiválasztásának kezdeti adatai a következők:
- az anyag típusa, amellyel a műveleteket végrehajtják;
- a lap korlátozó méretei vastagságban, hosszban és szélességben;
- elválasztási pontosság;
- határ méretek olló;
- meghajtó típusa.
Mechanikus guillotine olló
A kézi eszköz a legegyszerűbb kialakítású. Magába foglalja:
- egy támasztóasztal, amelyen az eredeti munkadarab található;
- két vagy négy állvány, amelyek az ollónak szilárdságot és stabilitást biztosítanak;
- forgótengely karmantyús csapágyakkal (a gördülőcsapágyak alkalmatlanok, mivel az ilyen guillotine működése során a hézagok jelentősen megváltoznak, ami gyorsan beütéshez vezet);
- késgerenda, amely biztosítja ülések cserélhető kések rögzítéséhez;
- rögzített kések, amelyek a munkaasztal elülső végfelületére vannak felszerelve;
- egy forgókaros kar, amely vágás közben mozgásra kényszeríti a gerendát;
- bilincsek fém rögzítéséhez.
A barkácsolás az asztaltól kezdődik. Méreteinek elegendőnek kell lenniük a munkadarab kényelmes elhelyezéséhez, figyelembe véve a bilincsek rögzítési helyeit: legalább kettőnek kell lennie a lap mindkét oldalán. A vastagságnak ki kell zárnia a deformációs erő hatására bekövetkező elhajlást. A legegyszerűbb módja egy acéllemez adaptálása, amelyet saját kezűleg szerelnek fel a csatornákra. A kötések a felső felülettel egy síkban csavarozhatók, vagy hegesztés is alkalmazható. Az elülső végét csiszolni kell, hogy a rögzített kés későbbi illeszkedése egyenletes legyen.
A következő lépés az, hogy saját kezűleg szerezzen be támasztóoszlopokat. Szilárd profilból kell készülniük. Elfér négyzet alakú csövek kiváló minőségű közepes szénacélból, vagy csatornából. A szelvény mérete könnyen kiszámítható a fogaslécekre nehezedő végső terhelés alapján, amely a fém kézi guillotine ollók alkatrészeinek önsúlyának és a P, kN forgácsolóerőnek az összege.
Ez utóbbit a függőség alapján számítjuk ki:
k olyan együttható, amely figyelembe veszi a munkarés esetleges egyenetlenségét, a vágóélek tompaságát, a vágandó anyag minőségét stb. Általában k = 1,05 ... 1,3;
B - a fémlemez legnagyobb szélessége, mm;
s - maximális fémvastagság, mm;
σ cf - az anyag végső nyírószilárdsága, MPa.
A mindennapi életben leggyakrabban használt anyagoknál ez a paraméter MPa:
- lágyacélhoz - 280 ... 2
- közepes széntartalmú acélhoz - 300 ... 400;
- magas széntartalmú és rozsdamentes acélhoz - 400 ... 500;
- ónhoz, alumíniumhoz - 65 ... 80;
- rézhez, sárgarézhez - 180 ... 200.
Az állványok saját kezű összeszerelésekor feltétlenül meg kell őrizni a tartófelületek párhuzamosságát és merőlegességét a késgerenda forgástengelyére. Ezekre a célokra jobb használni lézeres szint... Az olló felszerelésének helyén a padlónak síknak és szilárdnak kell lennie. Nem megengedett a saját kezűleg beszerelni berendezéseket tömörített talajra, laminátumra és egyéb lehetőségeket a beton polimerekkel való bevonására.
Különösen döntő momentum a késgerenda saját kezű gyártása: profilját úgy kell elkészíteni, hogy az esztergálás során a mozgatható kések fokozatosan érintkezzenek a vágandó fémmel. Erre két lehetőség képzelhető el:
- profilozás a szablya körvonala mentén, a görbületi sugár fokozatos növelésével, ahogy közeledik a kar fogantyújához;
- piramisprofil, amelynek ferde szöge legfeljebb 5 ... 60 (nagyobb szögben a fém deformálódni kezd és a forgástengely irányába hajlik).
A kardprofilt nehezebb elkészíteni, de simábban behatol a vágandó fémbe.
A karosszéria jobb iránya érdekében vagy az asztalon lévő speciális horonyba kerül, vagy - fokozott deformációs erővel - speciális vezetőket terveznek, amelyeket saját kezűleg rögzítenek az állványokra.

Kézzel készített házi guillotine
Jobb, ha a forgástengelyt kiváló minőségű szénacélból készítik, majd keményítik meg legalább 42 ... 45 HRC keménységig. A csapágyperselyek OF10-1 bronzból készülnek, amely jó kopásállósággal rendelkezik.
Szerszámok gyártásához U10 vagy U12 szerszámacélt használnak, 48 ... 54 HRC keménységre edzettek. Az edzett késeket saját kezűleg gondosan csiszolják, majd 85 ... 90 ° -os szögben élesítik. A kések közötti rés értékeit a vastagság 3 ... 6% -a tartományban veszik.
Ha hibát talál, válasszon ki egy szövegrészt, és nyomja meg a gombot Ctrl + Enter .
A következő cikkek is érdekelhetik Önt:
Hogyan készítsünk gyalut fához saját kezűleg Hogyan készítsünk fugót saját kezűleg Guillotine fém vágásához és darabolásához Hogyan készítsünk hajlítógépet saját kezűleg
Egy egyszerű és könnyen használható olló vékony fémlemez vágására egyetlen műhelyben sem nehéz elkészíteni. Vághatnak azonos szélességű csíkokat a vágási vonal megjelölése nélkül, egyforma nyersdarabokat derékszögben, levághatják a négyzetek polcait a megadott szélességűre. Ezen műveletek egyszerű fémollóval történő elvégzése jelölést igényel, sok időt vesz igénybe, és a vágási vonal sem mindig egyenes, különösen, ha a munkadarab hosszú.
Az olló kerete két 75x75 mm keresztmetszetű, 200 mm hosszú négyzetből áll, melyeket M6 csavarokkal rögzítenek.
Két egyforma, 120 mm hosszú penge 8x35 mm átmérőjű régi lapos reszelőből vagy U7A vagy U8A szerszámacélból készül.
A fix kést az ágyhoz, a mozgatható kést a 6-os számú csavarokkal a karhoz rögzítjük süllyesztett helyzetben.
A reszelőket 750-800°-on sötét cseresznyevörösre kell lágyítani, és lassan léghűteni kell. Ezután vágja hosszra, és fúrjon mindegyikbe két-két lyukat a rögzítéshez. A lyukak kifúrása után a reszelők szomszédos síkjain a köszörűkövön egy bevágást csiszolnak. Ezután a késeket 8ZO-900 °C hőmérsékletre melegítjük (világosvörösig), és gyorsan lehűtjük vízben vagy ásványolajban. Annak érdekében, hogy az oltás során ne vetemedjenek meg, függőlegesen kell leengedni a vízbe. Edzés után a kések vágóéleit kiélesítjük és a rúdra ráhúzzuk. A kar emelési szöge határolóval van beállítva, hogy a kések síkjai ne érintkezzenek.
1 - alap; 2 - csavarok az ágynak az alaphoz való rögzítéséhez: 3 - az ágy szögeit összekötő csavarok; 4 - csavarok az orrok rögzítéséhez; 5 - anyák a kar rögzítéséhez; 6 - alátét; 7 - tömítés; 8 - határoló csavar; 9 - korlátozó; 10 - vezetővonalzó; 11 - kihúzható rúd; 12 - a heveder szorítócsavarja; 13 - lyukak a csavarokhoz a sarokfedél rögzítéséhez; 14 - vezetőrúd ütköző; 15 - kések; 16 - az ágy négyzetei; 17 - kar; 18 - csavarok a sarokfedél rögzítéséhez; 19 - saroklemez a vágott négyzet rögzítéséhez.
A kar 8-10 mm vastag, 30 mm széles acélból készült. Elég merevnek kell lennie ahhoz, hogy a kések munkafelületei szorosan illeszkedjenek egymáshoz.
Az ágyra 6-8 mm vastagságú acélból készült vezetőkerítés van felszerelve. A hornyokban a kések síkjával párhuzamosan mozog.
A vonalzó munkasíkjai szigorúan a vonalzó és a négyzet alá vannak átszúrva vagy reszelve. A vonalzó helyét az ágyon két M6-os szárnyütközővel rögzítjük. A vonalzó alsó síkjában az elülső élre merőlegesen egy hornyot vágnak vagy marnak, amelyben egy 20x2 mm-es csúszórúd mozog, amely lehetővé teszi a munkadarabok 90 ° -os szögben történő vágását. A rúd helyzetét egy alátéttel ellátott M5-ös szorítócsavar rögzíti.
Annak érdekében, hogy a polcok ráhagyásának kar ollóján történő vágásakor a négyzet ne hajoljon meg, 0,8-1 mm vastag acéllemezből készül egy eltávolítható szorító saroklemez. Nem egyenlő oldalú négyzet keresztmetszete van. Az egyik polcnak 1-1,2 mm-rel kisebbnek kell lennie annak a vezetőkerítésnek a vastagságánál, amelyre a négyzet fel van szerelve; a másik 15 mm széles. A sarokszalag nagyobb polcán a csavarlyukakat körreszelővel ellipszis alakú reszelővé fűrészeljük.
Ha vékony anyag vágásakor meghajlik, akkor a kések síkjai rosszul illeszkednek. Ha a levágott négyzet karimájának szélessége nem azonos, akkor a sarokburkolatot nagy hézaggal kell felszerelni.
A kések minőségétől függően az emelőkaros vágó akár 1 mm vastagságú lemezanyagot is képes vágni. Ebben az esetben nem ajánlott acélt vagy más vastag huzalt vágni, hogy az olló pengéi ne legyenek fogazottak.
Kész olló színe olajfesték, kivéve a munkasíkokat, amelyek gépolajjal vannak kenve.
Az ágy csavarokkal, csavarokkal vagy bilinccsel rögzíthető a munkaasztalhoz. Az olló akkor lesz hordozható, ha 30 mm vastag, 500x200 mm méretű deszkából készült alapra rögzíti.
Hogyan készítsünk házilag fém guillotint?
A bemutatott saját készítésű guillotine a karos olló elvén működik, legfeljebb 3 mm vastagságú fémlemez vágására.
Rendelkezésre álló eszközökből, különösen régi reszelőből és fémhulladékból készül. 
A guillotine készítése több szakaszból áll. Először is feltétlenül rajzmunkát kell végezni a termék méreteinek pontos meghatározása érdekében. Az alkalmazandó lépték 1:1.
Javasoljuk továbbá egy kinematikai diagram megrajzolását, amellyel a ható erők figyelembevétele nélkül meg lehet határozni a mozgó alkatrészek dinamikus paramétereit.
Papírra nyomtatva az alkatrészek rajzait nyomtatóra nyomtatják, majd kivágják. A vágott részekből összeállítják a gép modelljét. Ez azért történik, hogy megbizonyosodjunk a számítások helyességéről és a méretek pontos megfeleléséről, minden egyes külön-külön vett komponenshez a teljes mechanizmus egészének működésével összefüggésben.
Nagyon fontos a vágási szint jelző meghatározása. A mozgatható penge és az alap metszéspontjában található, amelyet hagyományosan egy ceruzával húzott vonal jelöl. 
A következő lépés a megfelelő méretű fémhulladék darabok kiválasztása, majd a leendő alkatrészek kontúrjainak mintás felvitele rájuk. Ebben a pillanatban válik fontos sablonná az animáció alól kikerülő papírdarabkák. 
Ebben az esetben a sarok kivágásai és a fekvő vaslapdarab blankként működtek. És a darálóval vagy gázvágóval végzett intenzív munka eredményeként megkapták a fémolló fő részeit. Ez két fül, egy fogantyú, egy testtartó és maga a test.

A guillotine testéhez két hegesztett sarok alapja van rögzítve. Vastagságuk 50 mm. Ügyeljen a bejegyzések elszámolt helyére a következő módban: "lap fel", "lap le". Egy fájl számára is van szabad hely. Ebben az esetben a vastagságának és a szükséges hézagnak a paramétereiből kell kiindulni.
Ezután a rögzítőcsavarok segítségével a szekvenciális összeszerelési folyamat megtörténik. A fogantyú két füllel van rögzítve az olló fő szerkezetéhez. Ezt követően a testtartó egyik végét rácsavarjuk. A második a fogantyúhoz csatlakozik.
Ennek eredményeként ki kell derülnie, itt van egy ilyen példa. Feltéve, hogy az előző szakaszokban nem követtek el hibákat, a teljes vágás pillanatának akkor kell bekövetkeznie, amikor a fogantyú eléri a vízszintes helyzetet. A minimális pálcamozgást is a maximális sugárút hátterében kell elérni.
A két penge nyersdarabja egy közönséges, régi, ezért csiszolt reszelő volt. Először is két részre kell vágni. Mindegyikben három lyuk van fúrva a rögzítéshez. Ezt követően kialakul a pengeprofil, és közvetlenül élesítik az éleket.
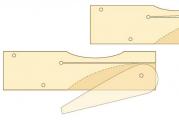
A képeken két vágókés rögzítési pontjai láthatók. A felső kés mozgását nem akadályozhatja a gép többi része. Fontos, hogy a profilt úgy hozza létre, hogy a vágás teljes szélességében a kések kölcsönhatása 6-8 fokos szögben történjen. 
A házilag elkészített, munkára kész karos ollót bilincsekkel vagy speciálisan fúrt lyukakkal biztonságosan rögzítik a munkapad munkafelületére.
Az alapvető technológiai szabályok betartása mellett a gép gyártása során minden bizonnyal nagyon magas hatékonyságot fog mutatni. És könnyedén vágja mind a papírleveleket, mind a 3 mm-es vasat.
Videó: csináld magad kézi guillotine fém vágásához.
Karos ollóval fémlemezt, fémlemezt vágnak, alumínium profilokat és huzalokat vágnak. Az üzletek különféle modelleket kínálnak különböző gyártóktól minden árkategóriában. Ennek ellenére vannak olyan kézművesek, akik ezt a hasznos és egyszerű eszközt saját kezükkel készítik.
Karos nyíró berendezés
A kézi fémollók munkája a kar elvén alapul. Az anyagot két, kb. 20 cm hosszú vágófelülettel vágják, ekkor az egyik felületet mereven rögzítik az alapra, ami a teljes nyomóerőt adja. A mozgatható vágó is az ágyhoz van rögzítve. A rögzített pengében egy horony van kiválasztva a csúszka mozgatásához. Zsanérként mozog egy síkban.
Az olló mozgatható része a csúszkához van rögzítve. A csúszka munkalökete 15-32 mm. A mozgatható panel hosszú fogantyúval (kb. 50 cm) van felszerelve, amely 20-szorosára vagy többszörösére növeli az alkalmazott erőt. Ezért a fémet meglehetősen könnyen vágják.
A karos olló teste fém, a vágófelületek szerszámacélból készültek. A műszer átlagos méretei 56 x 18 x 45 cm, súlya pedig körülbelül 30 kg. Az ilyen berendezések segítségével saját kezűleg vághat 0,5 cm vastag acéllemezt, 0,6 mm alumíniumot vagy sárgarézet, 6x70 mm keresztmetszetű profilt vagy 13-as acélrudat.
A karos ollók fajtái
A karvágó kialakítások nem különböznek egymástól, a fő különbség a hajtás típusában van:
- kézi - a legprimitívebb eszköz, a karra hatva a vágópenge mozgásba lép;
- elektromos - nagyon gyorsan működnek, magas termelékenységgel rendelkeznek. Az ilyen berendezések fémvágása nem igényel erőfeszítést a munkavállalótól;
- hidraulikus - erős, hidraulikusan mozgásba hozva. Széles körben használják, amikor nagy erőkre van szükség, például vasalás vagy rudak vágásához.
A kézi ollók a céltól és a kialakítástól függően a következőkre oszthatók:
- egyenes pengével - csak egyenes vonalú vágáshoz használják;
- ívelt vágókkal - összetett alakú és lyukakat vágnak ki;
- szék - vastag papírlapok vágására szolgál;
- ujj - készítsen lyukakat nagyon vékony metszőfogakkal;
- kar - tartósan a munkaasztalhoz vannak rögzítve.
A kézi felfüggesztés lehetővé teszi, hogy csak egyenes vonalban vágjon át vagy egyenesen.
Ezenkívül az eszközök különböznek a végső elemek hosszában:
- rövid pengével az egyenes vágáshoz;
- hosszú vágófelületekkel - egyenes vágáshoz;
- kombinált olló minden típushoz, beleértve a kontúrozást is.
Kis részek vágása karos ollóval nem lehetséges, kényelmesek nagy vágási vagy fakivágási munkákhoz.
A szerszám lehet álló vagy hordozható. A munkához mindkét típust szilárdan rögzítik a munkapadra vagy az ágyra. Ez az egyetlen módja a fém pontos és biztonságos vágásának. Használjon bilincseket vagy csavarokat a hordozható olló rögzítéséhez.
A karos ollóval végzett munka szabályai
A munka megkezdése előtt tömítéseket kell felhelyezni, hogy ne vágja meg magát a fémlemez éles széleivel!
- Rögzítse a kéziszerszámot szilárdan az asztal felületéhez;
- helyezzen egy fémlapot merőlegesen a pengékre, és tartsa a fő kezével (jobbkezeseknél jobb);
- finoman és óvatosan nyomja le a fogantyút felülről lefelé.
Munka közben meg kell védeni a lábát a leeső fémdaraboktól. Az éles esések különösen veszélyesek, ezért ne dolgozzon mezítláb vagy nyitott cipőben. Az olló felszereléséhez csak szilárd, nem lötyögő alapot válasszon.
Házi készítésű karos olló
1.opció

kar olló rajza: 1 - alsó pofa, 2 - rögzített penge, 3 - mozgatható penge, 4 - felső talp, 5 - csavar a penge rögzítéséhez (2 darab), 6 - csavarok 4 darab, 7 - kés kar, 8 - bilincs, 9 - kar, 10 - csavar, 11 - rögzítőcsavar (2 darab)
- Ennek a kézi ollómodellnek a keretét kézzel állítják össze egy 7,5 x 7,5 x 0,8 cm-es sarokból. A vízszintes alaphoz egy rögzített kést rögzítenek pár csavarral. Az alap tetejét ketté kell vágni, hogy egy vonalba kerüljön a mozgatható pengével. A pengékben furatok készülnek, M8 csavarokhoz 24 mm hosszú, süllyesztett.
- A felső alapra zsanéros rögzítőelemekkel van felszerelve: az alsó felületre a penge és a kés kar (méretei 6,5 x 3 x 0,6 cm), a felső részre a kar (24,5 x 1,8 x 0,7 cm) és egy fülbevaló (6 x 1,8 x 7 cm) a mobilitás érdekében.
A "csináld magad" nyersdarabokat fémfűrésszel vágják. Edzett acélból csiszoljuk a pengéket, 30 fokos élezési szögben.
Először minden alkatrészt összeállítunk egy kész gépbe, beállítjuk. Miután szétszedjük és lefestjük. Amikor a festék megszáradt, gyűjtse tisztára.
Mivel a bemutatott szerkezet meglehetősen kicsi, ezért satuban van felszerelve egy munkapadra. A szerszámot tartósan felszerelheti a munkapadra. Ehhez az alapot a sarokhoz hegesztik, amely a munkaasztalhoz van csavarozva. A lapátok arányának beállítására alátéteket használnak.
2. lehetőség

Ezt a kézi olló modellt részletes rajz egészíti ki. A fémvágást egyenként 10 cm hosszú pengével végezzük. A mozgatható penge forgattyús mechanizmuson van a lengőkarhoz rögzítve. A hajtókar excentricitása 16 mm, maximális amplitúdója 3,2 cm. A farkára 50 cm hosszú nyelet rögzítünk.
Javasoljuk, hogy az ollóból álló változatot készítsenek, amelyeket egyszer biztonságosan rögzítenek a munkafelülethez M10 csavarokkal. A rögzítéshez lyukakkal ellátott lábak találhatók. Az emelőkaros kézi ollók testének kiváló minőségű 45-ös vagy 40-es acélból kell készülnie, a pengéknek pedig P18, P9 vagy U10 minőségűek.
A rajz szerint készült olló több mint 2 éve sikeresen működik, akár 3,5 mm vastag acéllemezekkel is megbirkózik.
Videó a fémkaros ollók rajzainak, tervezésének és gyártásának részletes leírásával:
A fém vágása az ilyen anyagok feldolgozásának egyik legnépszerűbb és legelterjedtebb módja. Ebben az esetben kötelező a használata speciális szerszámok, amelyek lehetővé teszik a fémlemez vágását, mivel ezt további eszközök használata nélkül nem reális.
A vágási technológia abból áll, hogy a szerszám vágóéle egy adott anyagból készült munkadarabra hat. A szerszám éles vágóéle a fém felülete mentén mozog, vágva azt. E folyamat során a vágott réteg képlékeny deformáción megy keresztül.
Fémvágás otthon
Az otthoni vágás fő eszközei a marók, tárcsák, fúrók. Az ilyen eszközök használata lehetővé teszi az alkatrészek kívánt formáját, a fémfelület polírozását, a kívánt méretre hozását.
Az ilyen módszerek alkalmazásakor kést vagy más gépet alkalmaznak a fémfelületre. Ebben az esetben nagyon fontos, hogy a marója nagyobb keménységű legyen, mint a munkadarab, különben nem történik vágás.
A fémvágás legáltalánosabb módja az otthoni műhelyben a mechanikus vágás. Az anyag feldolgozásának ez a módja meglehetősen gazdaságos, és nagyon sima élt biztosít a munkadarabnak. Egyetlen hátránya, hogy általában csak egyenes vonalú fémvágást lehet végezni.
Görgős kések fémhez
A görgős késeket nagyon gyakran használják a modern fémfeldolgozó iparban fémlemezek vágására. Egy ilyen szerszám munkája két fő elemének - a vágótárcsáknak a munkájából áll. Különböző irányban forogva ezek a görgők-tárcsák az anyagba préselődnek, végrehajtva a vágást. A fém és a kések súrlódása miatt a munkadarab a szerszám mentén mozog.
Leggyakrabban fémhez vannak görgős kések, amelyek két hengerből állnak. Egy ilyen szerszámban két forgó tárcsa van - az alsó és a felső. Jelenleg három típusú késből állnak rendelkezésre ilyen eszközök:
- párhuzamos helyzettel;
- egy ferde;
- több hajlamú.
Az ilyen vágószerszámok első csoportja elsősorban anyag csíkokra vágására szolgál.
A második csoportot fém csíkokra vágására, valamint kerek és kör alakú nyersdarabokhoz tervezték.
A harmadik csoport elsősorban kis sugarú gyűrűs, kerek és íves munkadarabok vágására szolgál.
Mindezek a kések kiválóan alkalmasak fémlemez gyors átvágására. Ugyanakkor az anyag vágott éle nem igényel további feldolgozást.
Házi készítésű görgős kések

A költségek még a legtöbb egyszerű modellek a görgős kések most nagyon magasak. Ezért csak akkor van értelme ilyen szerszámot vásárolni, ha az ilyen lemezfeldolgozást nagyon gyakran végzik. Ellenkező esetben, egyszeri vagy időszakos használat esetén az ilyen vásárlás anyagi szempontból nem indokolja magát.
Ilyen esetben több a helyes döntés megpróbál egy ilyen eszközt saját kezűleg elkészíteni.
Sokféle görgős kés kialakítása lehet, így a saját kés elkészítése nem lesz nehéz. De az eszköz fő része az vágó kések- a legjobb minőségű és legerősebb ötvözetből kell készülnie, amelynek szilárdsága meghaladja a vágandó anyagot. Ellenkező esetben a levágott él minősége nagyon alacsony lesz, és további feldolgozásra lesz szükség.
Általában még a görgős kések gyári modelljeiben is az erőforrás 25 km-en belül van a 0,5 mm vastag fémlemeztől. Ha nagyobb vastagságú fémlemezt vág, akkor az eszköz használatának erőforrása csökken. De ezt követően a görgők élezhetők, aminek eredményeként a szerszám ismét használatra kész lesz.
Ami a házi készítésű görgős kések használatának erőforrásait illeti, ez közvetlenül függ annak az anyagnak a minőségétől, amelyből a gép vágórészei készülnek.
Milyen kések készülhetnek

Egy ilyen szerszám kézzel készített gyártása esetén a fő probléma a megfelelő anyag kiválasztása, amely fémdarabokat vág.
Tehát, ha nem a legtartósabb fémlemezt - alumíniumot, horganyzott acélt és hasonlókat - kell vágni, jó megoldás a közönséges csapágyak használata, amelyeknek a végeit először meg kell élesíteni.
Az ilyen kések fémbe vágásához az egyik görgőt meg kell hajtani, fel kell szerelni a nyélre, amellyel a késeket az anyaghoz nyomhatja. Ezek után már csak a fogantyúnál fogva húzni kell a fémet házi készítésű gép az alaphoz nyomva.
Minél nagyobb a csapágy átmérője, annál nagyobb lesz egy ilyen kéziszerszám vágási sebessége.
Így ma már jó néhány házi készítésű görgős vágóolló mintát találhatunk. A legnehezebb a késként használható alkatrészek megtalálása. A kézzel készített gép kényelmesebb használatához további vezetőkkel is felszerelhető, amelyek lehetővé teszik a munkadarab egyenletes vágását.
Ugyanakkor a kész szerszám szükség esetén bármilyen fémmegmunkáló berendezésre, például lemezhajlító gépre felszerelhető.