Szögek mérésére szolgáló eszköz csőhegesztéshez. Milyen eszközök segítenek a hegesztésben?
A hegesztési munkák néha kevesebb erőfeszítést és időt igényelnek, mint az arra való felkészüléshez. Fő részük egy hegesztett szerkezet összeszerelése, melynek során az elemeket a kívánt helyzetben kell rögzíteni. Ez a munka figyelmet igényel a mestertől, mert a termékek minősége attól függ.
Ha a munkadarabok gondos igazítása és beszerelése után az elektróda érintésétől szétesik a szerkezet, akkor kár lesz, mindent újra össze kell szerelni. Az is előfordul, hogy egy elemet hegesztenek, de nem a kívánt helyzetben. Ez akkor fordulhat elő, ha a fém lehűlése után finom mozgás vagy deformáció lép fel. Éppen ezért a hegesztési munkák megkezdése előtt minden szükséges felszerelést fel kell tölteni.
Megoldás
Az ilyen hibák elkerülése érdekében speciális hegesztőberendezéseket használnak. Lehetővé teszik, hogy energiát és időt takarítson meg, biztosítva a kiváló minőségű kimeneti termékeket. Ma már számos olyan mechanizmus és eszköz ismert, amelyek hegesztési munkákhoz használhatók. Ha olyan ipari környezetben dolgoznak, ahol tömeg- és sorozatgyártás folyik, akkor automatizált és gépesített berendezéseket használnak, ide kell foglalni a rakodószerkezeteket, szállítóeszközöket, technológiai összeszerelési eszközöket stb. Ha a mesternek otthon kell dolgoznia, akkor használhat hegesztőberendezéseket, amelyeket önmagában is elkészíthet. Csökkentik az alkatrészek deformációját.
Egy bilincs készítése
A saját kezűleg elkészíthető bilincs nélkül egyetlen hegesztő sem tud megbirkózni a munkával. Ezenkívül ez az eszköz segít megoldani a víz- és ácsmunkák során felmerülő problémákat. Ennek az eszköznek különböző lehetőségei lehetnek - speciális és univerzális. A közelmúltban egy újabb módosítás jelent meg, ami egy gyorskioldó bilincs. Segítségével akár 450 kg-os nyomóerőt is biztosíthat. Az ilyen szerszámok fő feladata azonban a munkadarabok rögzítése az összekapcsoláshoz.
Szögbilincs munkája: előkészítés

A hegesztőkészülékeket ma széles választékban kínálják eladásra, de szögbilincset saját maga is készíthet. A munka elvégzéséhez szükséges eszközök és anyagok:
- acél sarok;
- menetes csapok;
- diófélék;
- fúró;
- fém tányérok;
- rudak kapukhoz;
- Koppintson a.
Munkavégzés

Derékszögben a sarkokat az acéllemezekhez kell rögzíteni. Mindkét oldalon egy csiga típusú szerkezetet hegesztéssel rögzítenek. Ez egy hegesztett anyával vagy vastagítással ellátott sarok, amelyben menetet kell vágni a gomb csap figyelembevételével. Ebben az esetben is fontos odafigyelni a potenciális munkadarabra, mert ez határozza meg a munkarés szélességét. Ha az alkatrészméretek skálája széles, akkor a legjobb, ha több bilincset készít.
A gallércsapot becsavarják a munkaanyába, majd a végére egy ütközőt szerelnek fel. Ez a kialakítás két különböző méretű fém alátétből áll. Fontos, hogy az ütköző forogjon a csapon. A hátoldalon lévő vezetőt fel kell szerelni egy lyukkal, amelybe egy acélrudat kell beépíteni. Karként fog működni. Az ilyen hegesztőberendezéseket akkor kell megfelelően összeszerelni, ha acél alkatrészek biztonságos rögzítésére használhatók. A kialakítás nagyon egyszerű, és hulladék anyagokból is elkészíthető.
A véglap elég nehéz feladat. Ebben az esetben a munkadarabokat pontosan kell irányítani a térben. Ha a kész rendszerhez egy csődarabot hegesztenek, a feladat leegyszerűsödik. De a laza munkadarabokat külső segítséggel vagy speciális eszközzel kell hegeszteni. A munka során acéllemezeket és fémsarkot kell használni. A bilincsfeleket hagyományosan rögzítik, ehhez menetes rudakat kell használni. Ennek eredményeként hatékony és egyszerű kialakítás érhető el.
Fogó készítés

A házi hegesztőkészülékek közé tartozik a fogó is. Gyűjtheti őket, de türelmesnek kell lennie. A munka elvégzéséhez készítsen elő egy réz nyilat, amelynek hossza 2 m, átmérője 30 mm. Ez a munkadarab kissé hosszabbnak bizonyulhat, ebben az esetben meg lehet hajlítani. Az elem úgy van meghajlítva, hogy patkó alakú nyersdarabot képezzen. A végein 18 mm-es lyukak készülnek, majd meg kell őket fordítani és vágni kell.
Az eredmény az elektródák bilincsei lesz. Két transzformátor van párhuzamosan csatlakoztatva, amelyekben a szekunder és primer tekercset közvetlenül kell csatlakoztatni. Az áramellátás önállóan állítható. Az ilyen házi hegesztőberendezéseket le kell hűteni, és ehhez vizet kell használni. A lábpedál használatával eltávolíthatja az elektródákat.
A fentiekből arra következtethetünk, hogy a fogók tartalmaznak egy kart az elektródák forgatásához, egy transzformátort és egy fogantyút tolóval. A kart zsanérok tartják, amelyek tengelyei egymással szemben helyezkednek el. Előfordul, hogy a fogókat rugóval készítik a tolók között. Egy ilyen csövek hegesztésére szolgáló eszköz azonban nem nevezhető kényelmesnek. Végül is a rugó összenyomása forduláskor meglehetősen nehéz lesz.
Mágneses tartó készítése

Ha érdekli az összeszerelési és hegesztési szerelvények, akkor ezeket saját maga is elkészítheti, ahelyett, hogy gyári termékeket vásárolna. Ez vonatkozik a mágneses tartóra is, amelyhez a következő anyagokat kell előkészíteni:
- fém lemez;
- száraz deszka;
A fém előkészítésekor bizonyos paramétereket kell követni, a lemez vastagsága 1 és 3 mm között változhat. A jövőbeli tervezés sablonjának létrehozásakor jobb, ha monolitikus változatot készít, amelynek méretei megfelelnek a mester igényeinek. A sablont a fémlemezre kell rögzíteni és egyforma blankokat kell kivágni 2 db mennyiségben. Fontos megőrizni geometriájukat.
A legjobb, ha saját maga készíti el a hegesztőberendezések rajzait, ezek közül néhányat megtalálhat a cikkben. A lámpatestek felé vezető úton a következő lépés a mágnes központi részének előkészítése lesz. Ehhez le kell vágnia egy fadarabot a fémlemezek alakja szerint, de mérete nem ismételheti meg teljesen a sablont. A szélektől 2 mm-rel vissza kell húzódnia. Ennek az elemnek a vastagságának 2 mm-rel nagyobbnak kell lennie, mint a mágnesek szélessége.

A termék külső része ebben a szakaszban készen áll, most el kell készítenie a belső tölteléket. Ebben az esetben távolodjon el a mágnesektől. A lemezek között helyezkednek el, vastagságuk 10 és 50 mm között változhat. Ha egy ilyen eszközt szögben történő hegesztéshez készít, jobb, ha kerek mágneseket használ, amelyek mindegyikének lyukak vannak a központi részén. Azonban más munkadarabok is használhatók a munkához, amelyeket előzetesen előkészítenek a rögzítőelemek felszereléséhez szükséges lyukak kivágásával. Az utolsó szakasz a lyukak fúrása és az összeszerelés lesz. Az acéllemezek mindkét oldalon fa blankkal vannak rögzítve, a hornyokba mágnesek vannak rögzítve. Ezen a ponton feltételezhetjük, hogy a termék készen van, a gyakorlatban kell tesztelni.
Hegesztőgép készítése
Ha kéziszerszámra van szüksége a hegesztéshez, akkor elkezdheti a jig készítését. Keretek és összetett minták készítésekor használják. A kialakítás kúp alakú támasztékokkal rendelkezik, amelyeket az oldalakon kell elhelyezni. Közöttük egy forgó sík van rögzítve. Állítható hosszanti gerendákkal kell rendelkeznie több csavaros bilinccsel.
A gerendákban lyukak lesznek, ezért a bilincsek a teljes hosszon felszerelhetők, ami a termék méretétől függ. Az összeszerelt szerkezet szélessége gerendák bevezetésével és szétterítésével állítható. A leírt készülék csúszó mechanizmusai univerzális eszközként használhatók kis és nagy termékek hegesztéséhez. Ha úgy dönt, hogy rozsdamentes acélt használ, akkor a munka során fontos elkerülni a csavaros bilincsekből származó karcolásokat. Éppen ezért az utóbbit érdemes kiegészíteni az ajkakra felhelyezett filcmatricákkal. Egy ilyen eszköz profilcsőből összeállítható, hosszú csavarokra és csapágyakra lesz szüksége, amelyek közül az utolsó előtti a mozgó alkatrészek rögzítéséhez szükséges.

90 fokos hegesztőberendezés
Egyes eszközök lehetővé teszik a problémák elkerülését, amikor az alkatrészeket derékszögben kell csatlakoztatni. A szerkezet összeszereléséhez szükséges műveletek elvégzéséhez elő kell készíteni egy fém négyzetet, csavarokat, anyákat, egy darab négyzet alakú csövet, egy csavart, egy kis fémhengert, egy fúrót, egy fúrószárat, egy tartót és egy hegesztőgépet. .
A négyzet elkészítésekor figyelembe kell venni, hogy az oldala 20 cm legyen, vastag csavar kiválasztásakor inkább a 4 cm átmérőjűt részesítse előnyben. Fémhenger kiválasztásakor egy golyóstoll méretűt kell készítenie.
Munkamódszertan
A fent leírt hegesztőberendezés saját kezű készítésénél a négyzetre 15 és 20 cm hosszú csöveket kell hegeszteni, amelyeket a sarkokba kell beépíteni úgy, hogy a csövek végei a négyzet különböző oldalain legyenek. Most elkezdheti a segédalkatrészek gyártását. Ehhez a csőből U-alakú figurát készítünk, melynek hossza 10 cm. A második rész ugyanabból a csövekből készül, de az elemek egyenlő szárú trapéz formájában vannak összehegesztve.
Egy négyzet oldalain egyenlő szárú háromszöget készítünk. Egy U-alakú figurát hegesztettek rá, amelyben először egy lyukat készítenek a közepén egy kis csavar számára. Egy 4 cm-es csavarnak be kell illeszkednie az ábra és a négyzet közötti résbe. Utóbbihoz egy fogantyú van rögzítve, ennek szerepét egy lyukas anya szolgálja. A kis hengert kis csavarokhoz menettel kell ellátni. Ez egy nagy csavar végén történik. A trapéz átlóinak metszéspontjában mindkét részen lyukakat kell készíteni. Közöttük egy hengeres elem kerül beépítésre, amelyben először a menetet készítik.
Következtetés
A hegesztési munka megkönnyítése érdekében ma hatalmas számú készüléket és eszközt találhat az értékesítésben. Különleges helyet foglalnak el köztük azok, amelyek önállóan végezhetők. A fent bemutatott információkat figyelembe véve vitatható, hogy az ilyen szerkezetek hulladékanyagokból készülnek, és nincs szükség további vásárlásra, ezért türelmesnek kell lennie és rajzokat kell készítenie.
Hegesztési tartozékok
NAK NEK kategória:
Hegesztett kötések
Hegesztési tartozékok
A hegesztőberendezések az egység rögzítésére és rögzítésére szolgáló elemeken kívül speciális kiegészítő eszközökkel rendelkeznek az egyik vagy másik módszerrel történő hegesztéshez (hegesztőlapok és rögzítésük, hajtások stb.).
A hegesztőberendezésben jellemzően a szerelvény összeszerelt és összetapadt állapotban kerül beépítésre, így biztosítania kell a szerelvény egy adott csatlakozás hegesztéséhez szükséges helyzetben történő rögzítésének lehetőségét, minimális deformációt, valamint a kész szerelvény szabad eltávolítását. .
A hegesztési gyakorlatban nagyon elterjedt a kombinált szerelő- és hegesztőkészülékek alkalmazása, amelyek lehetővé teszik az összeszerelést és a hegesztést is ugyanabban a készülékben, a ragasztási művelet megkerülésével.
A terméktípusok (kialakítás, méretek, tömeg), hegesztési mód és követelmények szerint a kombinált hegesztő és szerelő-hegesztő készülékek fő típusai különböztethetők meg.
A hegesztőállványok egy rögzített (általában vízszintes) alapfelületű, rögzítőelemekkel ellátott, rögzített eszközök. Általában az ilyen állványokon a hosszvarratokat automatikus ömlesztéssel hegesztik lapos termékeken vagy különféle típusú héjakon stb. A hegesztést főként béléseken végzik; a széleket különféle módon nyomják a béléshez: mechanikus, pneumatikus, mágneses stb.

Rizs. 1. Pneumatikus tartó hosszvarratok hegesztéséhez: 1 - állvány, 2 - felső bilincs, 3 - hegesztőbetét, 4 - szorítókonzol, 5 - pneumatikus henger, 6 - konzol
ábrán. Az 1. ábra egy pneumatikus alátámasztással ellátott konzolos állvány diagramját mutatja héjak hosszvarratainak hegesztéséhez. Az állványra egy I-gerenda van felszerelve pneumatikus hengerekkel, amelyek a hegesztési hátlapot megnyomják. A hegesztett héjat a konzolra helyezik, és a felső masszív rögzített bilincsekhez nyomják.
A konzolos gerendával ellátott felső bilincsek szorítókonzollal vannak rögzítve. A hegesztés után a konzolt eldobják, a hegesztő hátlapot az alsó helyzetbe engedik és a héjat eltávolítják. A hegesztőbetéttel és pneumatikus támasztékkal ellátott konzol a központi oszlopnál függőleges tengely körül forgatható.
ábrán. A 2. ábra egy hegesztőállvány diagramját mutatja, felső kulcsos pneumatikus tömlőbilincsekkel kis vastagságú anyagokból készült lemezeken és héjakon hosszvarratok hegesztésére. Vastagabb anyagból készült termékek hegesztéséhez a gombokat nem pneumatikus tömlőkészülékkel, hanem pneumatikus kamrákkal lehet megnyomni.

Rizs. 2. Kulcs típusú pneumatikus tartó hosszvarratok hegesztéséhez
A rotátorok meglehetősen gyakori típusú készülékek. Jellemzően ezek olyan helyhez kötött eszközök, amelyek lehetővé teszik a hegesztendő munkadarab rögzítését és a kívánt helyzetbe forgatását a hegesztéshez. Az ilyen eszközöket leggyakrabban különféle formájú, terjedelmes termékek hegesztésére használják, amelyekben a varratok ellentétes oldalon helyezkednek el.

Rizs. 3. Egy tengelyes billenő rajza
A repülőgépek gyártása során az ilyen eszközöket különféle hajtóművek hegesztésére használják, mint például gerendák, gerendák stb.
A termék forgatása a készülékben lehet kézi vagy mechanikus. A leggyakrabban a csonka típusú billenőket használják. Az összeszerelt és ragasztott termék speciális bilincsekben van rögzítve, amelyek mindegyike egy forgó tengelyre van felszerelve. A tengelytartók közös alappal összeköthetők, vagy egymástól függetlenek lehetnek.
A kerületi hegesztő készülékek lehetővé teszik a termékek rögzített helyzetbe történő felszerelését, és a hegesztési folyamat során a kívánt sebességgel történő forgatását.
A termék méretétől függően az ilyen típusú eszközöket leggyakrabban végforgatókkal, görgőscsapágyakkal vagy kombinációkkal készítik.
A kis és közepes méretű termékekhez általában végforgatókkal ellátott eszközöket használnak, amelyek két támasztócsavaros forgatóból készülnek, amelyek közül az egyik, vagy ritkábban mindkettő meghajtott.
A forgató munkarésze (előlapja) leszerelhető vagy egy adott egységre vagy egységcsoportra specializálódott. A rotátorra speciális rögzítő és rögzítő eszközök vannak felszerelve. A hajtást gyakran villanymotorról hajtják végre, hegesztés közben állítható fordulatszámú sebességváltón keresztül. A készülék alapja hengerelt profilokból van hegesztve; minden elem (fejszár, motor, hajtás stb.) az alaphoz van rögzítve az üléseken.

Rizs. 4. A kerületi varratok hegesztésére szolgáló készülékek diagramjai
A nagy méretű kúpos típusú termékekhez, alacsony hosszirányú merevségű vagy nagy tömegű termékekhez olyan eszközöket használnak, amelyek kombinálják a végforgatókat és a görgőscsapágyakat.
A gördülőcsapágyak általában állítható magasságúak vagy úszók.
A Rotary tartalmaz olyan eszközöket is, amelyek körkörös varratokat hegesztenek vízszintes vagy ferde síkban. Általában függőleges vagy ferde forgástengellyel rendelkező mechanikus rotátor formájában készülnek.
A manipulátorok olyan eszközök, amelyek a termék függőleges vagy vízszintes tengely körüli elforgatására és a munkához szükséges bizonyos szögben történő megdöntésére szolgálnak.
Az ilyen eszközöket kézi, félautomata és automatikus fúziós hegesztéshez és ellenálláshegesztéshez használják.
Különféle formájú termékek rögzíthetők a manipulátorhoz. A manipulátorasztalt a terhelhetőségtől függően kézi, mechanikus vagy pneumatikus hajtás forgatja.
A másolóeszközökkel ellátott eszközöket ívelt varratokkal rendelkező termékek automatikus fúziós hegesztésére használják. A varrat alakjától, a termék típusától és a hegesztési módszertől függően olyan eszközöket használnak, amelyek mozgatják a hegesztőfejet a fénymásolón, mozgatják az alkatrészt a fénymásolón, ha a fej áll, és mozgatja mind az alkatrészt, mind a fejet. a fénymásoló; ebben az esetben leggyakrabban a hegesztőfejet úszó felfüggesztésre szerelik fel. Az utóbbi típusú, összetett mozgású eszközök használatakor a hegesztési sebesség működés közben változhat, ami befolyásolja a varrat kialakulását, ezért egy ilyen eszköz kifejlesztésekor elemezni kell a sebességeket a hegesztett kontúr különböző pontjain. . A hegesztési sebességtől való eltérés nem haladhatja meg a számított sebesség 4-5%-át.
ábrán. Az 5. ábra a karimák, nyakak és csövek hengeres héjakhoz való hegesztésére szolgáló eszköz diagramját mutatja. Ebben az esetben a hegesztőfej a másológép mentén támasztógörgőkön mozog. A görgők forogva gördülnek át a fénymásoló felületén, és fel- vagy leeresztik a rudat a rálógott hegesztőfejjel.
Ívelt kontúrú hosszanti varrat hegesztésekor magához a termékhez rögzítik a kötés alakú másológépet (109. ábra). A terméket forgó tengelyekre szerelték fel. A hegesztőkocsi hosszirányú mozgása során a termék a rúdon és a fénymásolón keresztül a másoló által meghatározott helyzetbe forog.
Az automatikus fúziós hegesztési eljárások berendezései olyan speciális hegesztőberendezések, amelyek a termék rögzítésére és manipulálására szolgáló elemeken kívül rögzítő, mozgatható hegesztőberendezéseket (hegesztőfej, traktor stb.) és vezérlését is tartalmazzák. Ezeknek az eszközöknek a kialakítását a termék típusa, a hegesztések száma és jellege stb. határozza meg.
A legelterjedtebb eszközök a portál típusú, konzol típusú, eltolt vezetőkkel ellátott eszközök, hegesztőberendezés felszerelésével a készülék szorítóelemeire stb.

Rizs. 4. Hegesztő manipulátorok: a - ömlesztőhegesztéshez, b - ellenálláshegesztéshez
A rögzítőeszközök a készüléktől külön is elkészíthetők, vagy ahhoz szerkezetileg csatlakoztathatók. Általában a viszonylag kis méretű termékek esetében egyetlen kivitelben, a nagy méretű termékeknél külön-külön készülnek. A felszerelések rögzítésére szolgáló eszközök lehetnek mozgathatóak vagy rögzítettek, a hegesztőfej merev rögzítésével vagy a rögzítőeszköz mentén történő mozgással. Az ilyen eszközöket általában normál hengerelt acélból vagy csövekből hegesztik. A fő követelmény számukra, hogy biztosítsák a szükséges merevséget és szilárdságot a működés során, valamint a termék és a hegesztőberendezések kényelmes kezelésének képességét a szükséges határokon belül.

Rizs. 5. Beépítési vázlat nyomjelzővel hegesztett szerelvényekhez: 1 - nyomjelző, 2 - csonk, 3 - részes, 4 - hegesztőfej, 5 - rúd, 6 - nyomjelző görgő

Rizs. 6. Szerelés hosszirányú ívelt varrat mintahegesztéséhez: 1 - hegesztőfej. 2 - rúd, 3 - meghajtó, 4 - fénymásoló, 5 - támasztó másológörgők

Rizs. 7. Hegesztőberendezések típusai automatikus ömlesztéses hegesztéshez: a - portálos, b - konzolos típusú, c - eltolt vezetőkkel, d - vezetőkkel pneumatikus hegesztésen
Az ellenálláspontos és görgős hegesztésnél a speciális rögzítőelemeket elsősorban a hegesztési folyamat során a munkadarab felszerelésére, megtámasztására és beállítására használják.
A kerületi varratok hegesztéséhez a termék méreteitől függően támasztóeszközöket használnak görgős tartóállvány, végforgató vagy görgős csapágyak formájában. A tartóelemek felszerelését magasságban kell állítani.
A ponthegesztést támogató eszközöket gyakran speciális léptető-hajtásokkal látják el, amelyek automatikusak

Rizs. 8. Készülék héjak ponthegesztésére a termék gépesített forgatásával hegesztési lépésenként: 1 - kocsi, 2 - forgó mechanizmus, 3 - végforgató, 4 - héj, 5 - támasztógörgő
lépésenként mozgassa a terméket. Ebben az esetben szükséges, hogy a termék mozgatásakor ne érintse meg a hegesztőgép alsó elektródájának belső felületét. Ehhez például nagy méretű vékonylemez alkatrészek hegesztésekor 1-3 mm-es rést kell kialakítani köztük és az alsó elektróda között szabad állapotban.
Az erre a célra szolgáló merev szerelvények hegesztésekor speciális csillapítóberendezéseket kell biztosítani, amelyek biztosítják a szükséges távolságot az alkatrész mozgása során.
Kisméretű termékeknél a tartóeszközt gyakran közvetlenül a hegesztőgépre szerelik fel.
ábrán. A 9. ábra a hegesztőgép alsó konzolján lévő 2 bilinccsel rögzített összeszerelésre és rögzítésre szolgáló eszköz diagramját mutatja. A hegesztett egység a készülékben van rögzítve és a tartótárcsa csapágyában a tengelye körül forgatható. A tartótárcsát viszont rugós kar felfüggesztéssel rögzítik a géphez.
Lapos alakú vagy enyhén ívelt nagyméretű termékek (például panelek) hegesztéséhez a tartóeszközöket akasztók vagy állványok, például görgős asztalok formájában készítik.
A ponthegesztéshez az elmúlt években az ipar elkezdett speciális berendezéseket használni automatikus és félautomata működési ciklusokkal.
ábrán. A 12. ábra egy félautomata manipulátor általános nézetét mutatja nagy egyedi panelek ponthegesztésére

Rizs. 9. Készülék nagy méretű termékek ponthegesztésére: 1 - irányjelző, 2 - forgó léptető mechanizmus szalagja. 3 - támasztógörgők
vagy kettős görbület. Ezzel a telepítéssel automatikusan beállíthatja a hegesztendő panel felületét az elektródák tengelyéhez képest. A készülék két változatban készül: hegesztési lépésenkénti mechanikus panelmozgatással (a parancsot a kezelő adja ki) és automatikus. A hegesztési hely felügyeletének megkönnyítése érdekében a berendezés televíziós berendezéssel van felszerelve.
ábrán. A 13. ábra a szárnyrekesz panelek félbordáinak ponthegesztési beállítását mutatja be. A hegesztéshez speciális fogókat használnak, amelyek belépnek a rekesz belső tereibe. A fogó hegesztési lépésenkénti mozgását egy speciális léptetős hajtómechanizmus állítja be, melynek segítségével a mozgatható kocsi a rászerelt fogóval együtt a hegesztőgép ágyának vezetői mentén mozog.

Rizs. 10. A hegesztőgép konzoljára szerelt kúpos szakaszok hegesztésére szolgáló eszköz: 1 - alsó törzs, 2 - bilincs, 5 - rugó, 4 - kar; 6, 7 - tartótárcsák, 6 - alátét, 8 - szerelő- és rögzítőeszköz, 9 - vezetőgyűrű; 10 - kivehető tárcsa, 11 - rész, 12 - bilincsek, 13 - felső fej

Rizs. 11. Egy- és kettős görbületű hegesztőpanelek felszerelése

Rizs. 12. Szárnypanelek félbordáinak ponthegesztési automatizált szerelése 1 - panel, 2 - kapcsoló, 3 - mozgatható asztal, 4 - hegesztő fogó, 5 - hegesztőgép, 6 - asztali vezetők
A fogó mozgása a varraton, a hegesztés, a fogók fordított mozgása és a mozgatható asztal mozgása a következő varrat hegesztésének befejezése után automatikusan, speciális program szerint történik. Az egyes bordák hegesztése után az elektródákat megtisztítják, és a fogókat visszahelyezik eredeti helyzetükbe.
A görgős hegesztés során főként a szétszereltekhez hasonló eszközöket használnak. Tekintettel azonban arra, hogy a görgős hegesztés során az alkatrészeket maga a hegesztőgép és az elektródák felemelése nélkül mozgatja, az eszközöknek nem kell speciális mechanizmusokat biztosítaniuk a kényszermozgatáshoz és a csillapításhoz, és igen. általában egyszerűbb, mint a ponthegesztő készülékek.
Gyűrűs vagy kör alakú varratok hegesztőhegesztésénél leggyakrabban különféle, állítható magasságú, támasztógörgővel ellátott állványokat használnak. Az ilyen típusú eszközöket sokoldalúságuk és egyszerűségük jellemzi. Egyes esetekben a görgőtámasz helyettesíthető egy mozgatható, támasztógörgős kocsival. Ebben az esetben az elülső görgőpárt valamivel alacsonyabbra kell felszerelni, mint a hátsót. A hegesztés során a szerelvény a hegesztőhengeren, a hátsó támasztógörgőpár pedig a kocsin nyugszik.

Rizs. 13. Tartószerkezet héjak kerületi varratainak görgős hegesztéséhez

Rizs. 14. Függesztett típusú készülék kúpok görgős hegesztéséhez
Egyes szerkezetek hegesztésekor függő típusú eszközökkel találkozhatunk. ábrán. A 14. ábra egy kúp görgős hegesztését mutatja akasztószerelvény segítségével, ahol a kúp teteje egy állítható magasságú támasztól csuklósan van rögzítve.
Nagy átmérőjű (több mint 1,5-2 m) héjak hegesztésekor az illesztések hegesztőhengerekkel történő megközelítéséhez néha meg kell emelni a hegesztőgépet, vagy a padlószint alatt mélyedést kell készíteni. Ebben az esetben néha kényelmesebb a héj alján hegeszteni, a hegesztőelektródák fölé helyezve.
Ha egy kis átmérőjű (kisebb, mint az alsó konzol és a gépi görgő átmérője) héjon hegesztővarratokat végeznek, belső áramvezető tüskével rendelkező eszközöket használnak. A tüskét behelyezik a héjba, és vele együtt görgetik a hegesztőgörgők közé.
A lapos varratok hegesztéséhez olyan termékeken, mint a panelek, görgős asztalok vagy kocsik formájú eszközöket használnak, amelyekre egy termék van felszerelve, amely a vezetők mentén mozog, mint a ponthegesztésnél.

Rizs. 5. Mozgatható görgős tartó nagy héjak hegesztéséhez
A fémszerkezetek megbízhatósága a hegesztési munka minőségétől függ. Ezért vannak állami szabványok, amelyek szabályozzák a hegesztési folyamatokat.
Például a GOST 23518-79 meghatározza, hogy milyen legyen a védőgázas környezetben hegesztett alkatrészek csatlakozása, és hogyan kell hegesztést hegyes vagy tompaszögben. A felhasznált gáztól, az elektróda típusától és az adalékanyagtól függően meghatározzák a hegesztési eljárás követelményeit.
A technológiának való megfelelés érdekében olyan eszközöket alkalmaznak, amelyek megakadályozzák az alkatrészek helyzetének megváltoztatását, megkönnyítve a hegesztő munkáját. Az ilyen eszközök segítenek fenntartani a derékszöget vagy bármely mást.
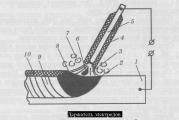
Derékszögű vagy hegyesszögű alkatrészek hegesztéséhez tudnia kell az elektródát megfelelően mozgatni. A hegesztés során az elektróda vége a bevonattal együtt megolvad, így védőgázok szabadulnak fel, és részben salakká alakul, ami egyben megvédi a hegesztőmedencét a légköri oxigéntől.
Gondoskodni kell arról, hogy a fürdő folyamatosan folyékony salakkal legyen borítva, különben nem lesz jó minőségű hegesztés. A fémnek legalább három másodpercig folyékony állapotban kell maradnia, ami szükséges a káros gázok kibocsátásához.
Ebben az esetben az elektródát a varrat mentén kell mozgatni, összetett forgó vagy cikcakk mozgásokat végezve az elektróda végével. A hegesztés ilyen szabályozása csak az elektróda megfelelő dőlésszögével érhető el. A dőlésszög azonban nem csak a hegesztési folyamat szabályozásához szükséges. Használható a hegesztési varrat jellemzőinek befolyásolására.
A szögben előre történő hegesztés csökkenti a behatolási mélységet, míg a szélesség nő. Ez vékony fémek hegesztésekor használható. Ezzel a módszerrel az élek jól összeolvadnak, és nő a hegesztési sebesség.
Hátrafelé ferdén végzett hegesztésnél a behatolás mélyebb lesz és a varrat magasabb, de a szélesség csökken. A szélek nem melegednek fel kellően, így a behatolás hiánya és a pórusok kialakulása valószínű.
De a főzési képesség nem elegendő a jó minőségű hegesztéshez. Néha egy bizonyos pozíció a térben szükséges a jó varrás elkészítéséhez.
Ezt pedig speciális eszközökkel érik el, amelyek a hegesztendő részeket a hegesztő igénye szerint a térben rögzítik. Például, ha a varrást függőlegesen kell elhelyezni.
Hegesztéskor gyakran szükséges az összeillesztendő alkatrészek rögzítése, hogy a hegesztő végezhesse munkáját. Ha a termékek nehézek és összetett formájúak, akkor nem nélkülözheti speciális eszközöket.
A kis műhelyekben elterjedtek az univerzális típusú eszközök, amelyek alkalmasak az összeszerelt termék hegesztés előtti rögzítésére és a munkavégzés során a helyzet megváltoztatására. Szerelési és rögzítési típusban kaphatók.
Szerelési és rögzítési mechanizmusok
 Praktikusabbak azok a mechanizmusok, amelyek mindkét funkciót egyszerre végzik - rögzítik és rögzítik a munkadarabot a kívánt helyzetben. Ebben az esetben az alkatrészt egyszerűen be kell szerelni a szerelvénybe, és rögzíteni kell. Ezután következik a munkadarabok hegesztése.
Praktikusabbak azok a mechanizmusok, amelyek mindkét funkciót egyszerre végzik - rögzítik és rögzítik a munkadarabot a kívánt helyzetben. Ebben az esetben az alkatrészt egyszerűen be kell szerelni a szerelvénybe, és rögzíteni kell. Ezután következik a munkadarabok hegesztése.
A tervezés legegyszerűbb eszköze az. A készülék alapja egy hegesztőasztalra van felszerelve.
Ha ezek nagy termékek, akkor rácsos keretet készítenek, és vízszintes síkban helyezik el. Felületére egymásra merőlegesen helyezzük el a hegesztendő termékeket. Erre a célra a síkon sarkok formájában vannak vezetők.
Ha egy vagy több terméket derékszögben kell hegesztenie, rögzítheti azokat csavaros bilincsekkel (bilincsekkel). A hegesztőasztalon minden derékszögű csatlakozást könnyebb elkezdeni.
Az asztalra fektetve az alkatrészek egy síkban való helyes elrendezése garantált. A sarok téglalap alakú bilincs segít fenntartani a derékszöget az alkatrészek között. Az alkatrészeket több helyen hegesztéssel rögzítik, ami után a teljes termék igény szerint forgatható a következő művelethez.
A térfogati termékek hegesztésekor forgó bilincseket kell készíteni. Ez felgyorsítja a termék telepítését és eltávolítását.
Házi készítésű rögzítő
 Ha a munkadarabok kicsik, akkor a rendelkezésre álló anyagtól függetlenül készíthető egy eszköz, amely 90 ° -os szögben rögzíti őket. Vegyen egy fém sarkot, egy szalagot (két darab) és két bilincset. A derékszög beállításához négyzetre lesz szükség, nincs szükség más szerszámra.
Ha a munkadarabok kicsik, akkor a rendelkezésre álló anyagtól függetlenül készíthető egy eszköz, amely 90 ° -os szögben rögzíti őket. Vegyen egy fém sarkot, egy szalagot (két darab) és két bilincset. A derékszög beállításához négyzetre lesz szükség, nincs szükség más szerszámra.
A sarkok hossza bármilyen lehet. A szalagot 45 fokos szögben hegesztik az egyes sarkokhoz, így egyenlő szárú derékszögű háromszöget alkotnak.
Ráadásul a sarkok (lábak) nem érik el néhány centiméterrel a háromszög csúcsát. Ez lehetővé teszi a rudak vagy profilcsövek biztonságos hegesztését a csatlakozásnál a jövőben. Szükség esetén bilincsek is hegeszthetők a sarkokhoz. Szilárdan rögzítik a hegesztendő termékeket.
Annak érdekében, hogy a szerkezet ne mozduljon el, először négy helyen kell megfogni, és csak ezután kell teljesen felforralni. Az így kapott eszköz az asztalhoz rögzítve több mint egy évig kitart.
Mágnesek alkalmazása
 Otthoni hegesztéskor kényelmes a mágneses bilincsek használata. Elektromágnesesek és állandó mágneseken alapulnak. Az elektromágneseket gyakrabban használják a gyártásban. A háztartási igények és a kisipar számára kényelmesek az állandó mágneses reteszek. Kompaktak, bárhol felszerelhetők, és némelyiknek változtatható rögzítési szöge van.
Otthoni hegesztéskor kényelmes a mágneses bilincsek használata. Elektromágnesesek és állandó mágneseken alapulnak. Az elektromágneseket gyakrabban használják a gyártásban. A háztartási igények és a kisipar számára kényelmesek az állandó mágneses reteszek. Kompaktak, bárhol felszerelhetők, és némelyiknek változtatható rögzítési szöge van.
A legegyszerűbb kialakítású és leggyakoribb a mágneses négyzetek. Elegendő a négyzetet egy síkkal felvinni a hegesztendő alkatrészre, és ennek megfelelően elhelyezni a második részt, hogy megbízható derékszögű rögzítést kapjunk.
Marad az alkatrészek megragadása több helyen. Ezt követően a terméket teljesen hegesztik. Tapadás nélkül a mágneses szögek nem ellenállnak a hegesztés során fellépő hőmérsékleti deformációknak.
A négyzeteken kívül vannak univerzális mágneses eszközök. Sok helyen rögzíthetik a hegesztett termékeket.
Példaként tekintsük a MagTab eszközt. A készüléknek két fő síkja van mágnesekkel. A síkok közötti szög változik, így a készülék hengeres, sík felületre vagy bármilyen sarokba szerelhető.
Van még két sík, amelyhez az alkatrészek rögzítve vannak. A síkok derékszögben helyezkednek el, és képesek elmozdulni az alaphoz képest. Ez lehetővé teszi a hegesztendő termék beszerelését a kívánt pozícióba.
Ha erős állandó mágnesei vannak, különösen neodímium mágnesei, saját maga is elkészítheti ezeket az eszközöket. A mágneses rögzítők használatakor figyelembe kell venni, hogy a magas hőmérséklet hatására veszítenek erejükből, ezért kerülni kell a túlmelegedést.
Csőcsatlakozás
 A hegesztést gyakran használják, ha csővezetékeket kell csatlakoztatni. Ebben az esetben gyakran felmerül a kérdés: hogyan lehet egy csövet merőlegesen hegeszteni egy másik csőhöz.
A hegesztést gyakran használják, ha csővezetékeket kell csatlakoztatni. Ebben az esetben gyakran felmerül a kérdés: hogyan lehet egy csövet merőlegesen hegeszteni egy másik csőhöz.
Ha téglalap vagy négyzet keresztmetszetű profilcsöveket használnak, akkor minden nagyon egyszerű. A csomópontnál, abban a csőben, amelyre a másikat hegesztik, ki kell vágni a bevágott termék keresztmetszetét.
Ezt követően szögbilincsbe kell beszerelni és csavarral rögzíteni, vagy bármilyen más eszközbe, amely biztosítja az alkatrészek merőleges csatlakozását. Ezután több helyen tackolás történik, majd körös-körül mindent felforralnak.
Kerek csövek hegesztésekor minden pontosan ugyanúgy történik. Csak ezenkívül a hegesztett cső végén egy kivágást készítenek, amelynek sugara megegyezik a főcső sugarával. Ez biztosítja a jó csatlakozást, amely lehetővé teszi a kiváló minőségű varrást.
Az adaptereket gyakran használják a műanyag csövek derékszögű csatlakoztatására. Az alkatrészt 90°-os szögnek nevezzük. Lehetővé teszi, hogy gyorsan és egyszerűen biztosítsa a forgásszög pontosságát.
Az összeszerelő és hegesztő készülékek nagyon fontos felszerelések a hegesztési gyártáshoz. A hegesztendő alkatrészek megkívánt egymáshoz viszonyított helyzetének biztosítása mellett az összeszerelő és hegesztőberendezések biztosítják: 1) a munka intenzitásának csökkentését; 2) a munka termelékenységének növelése; 3) a termelési ciklus időtartamának csökkentése; 4) a munkakörülmények megkönnyítése; 5) a munka pontosságának növelése; 6) a termékminőség javítása; 7) a hegesztett termékek adott formájának megtartása megfelelő rögzítéssel a hegesztés közbeni alakváltozások csökkentése érdekében.
Az összeszerelő és hegesztő szerelvényeknek meg kell felelniük a következő követelményeknek. 1. Biztosítsa a hozzáférést az alkatrészek beépítési helyeihez, a rögzítő- és szorítóeszközök fogantyúihoz, a tapadási és hegesztési területekhez. 2. Biztosítsa a legelőnyösebb összeszerelési sorrendet és a leghelyesebb hegesztési sorrendet. 3. Legyen elég erős és merev ahhoz, hogy biztosítsa az alkatrészek pontos rögzítését a kívánt helyzetben, és megakadályozza azok deformálódását a hegesztés során. 4. Olyan helyzeteket biztosítson a terméknek, amelyek a legkevesebb fordulatot igényelnek mind ragasztáskor, mind hegesztéskor. 5. Biztosítson ingyenes hozzáférést a termék méreteinek ellenőrzéséhez. 6. Biztosítsa az összeszerelt vagy hegesztett termék könnyű eltávolítását. 7. Gondoskodjon a szerelési és hegesztési munkák biztonságáról.
Az összeszereléshez és hegesztéshez használt különféle eszközök univerzális (általános) és speciális eszközökre oszthatók. Az univerzális (általános) eszközökkel különféle termékek vagy szerelvények szerelhetők össze. Főleg egyedi gyártásban használják őket.
Azonos típusú és méretű vagy teljesen azonos termékek és egyedi alkatrészek összeszereléséhez és hegesztéséhez speciális eszközöket vagy speciális fúrókat használnak. A speciális eszközöket széles körben alkalmazzák a tömeges és a sorozatgyártásban.
Az összeszerelési és hegesztési műveletek típusától függően az eszközök a következőkre oszthatók: 1) tartófelületek összeszereléshez és hegesztéshez, 2) rögzítő-, befogó-, meghúzó-, távtartó- és forgóeszközök, valamint 3) speciális befogók és manipulátorok. A tartófelületek állványok, szerelő- és hegesztőlapok, amelyeken a szerkezetek, szerelvények szabad összeszerelése, hegesztése történik. Az állványok I-gerendákból vagy merev vízszintes alapra fektetett csatornákból készülnek.
A rögzítőeszközök ütközők, ütközők, határolók az alkatrészek meghatározott helyzetbe történő beszereléséhez, amikor szerkezeteket szerelnek fel állványokra, szerelő-hegesztő lemezekre vagy állványokra. A bilincseket és bilincseket arra használják, hogy szilárdan rögzítsék az alkatrészeket a kívánt helyzetben az összeszerelés során, és csökkentsék a hegesztés során bekövetkező vetemedést. A szorítóeszközök meglehetősen változatosak. Jelenleg a nagy sebességű pneumatikus bilincseket széles körben használják.
A szorítóeszközök az alkatrészek megfelelő egymáshoz viszonyított helyzetének meghatározására szolgálnak, biztosítva a szükséges hézagokat, átfedéseket és az összeszerelt alkatrészek és szerelvények felületeinek egybeesését. A távtartók a szükséges rés vagy átfedés létrehozására szolgálnak az illesztéseknél. A bővítéshez ékeket, emelőket, csavarokat, távtartó gyűrűket stb.
Az összeszerelés és hegesztés során a termékek esztergálására és forgatására szolgáló fő eszközök a görgős támasztékok, a billenők és a forgódobok. A vezetők megkönnyítik az alkatrészek beszerelését a kívánt pozícióba az összeszerelés során, a manipulátorok pedig megkönnyítik az összeszerelt termék beszerelését a hegesztéshez alkalmas bármely pozícióba. A vezetőket és manipulátorokat széles körben használják sorozat- és tömeggyártásban.
Minden hegesztő tudja, hogy a minőségi munkavégzéshez helyesen kell felkészülni rá. A különféle hegesztőberendezések segítenek a teljes szerkezet és az egyes részek helyes felszerelésében és rögzítésében. Munkájának végső minősége közvetlenül ettől függ. De nem mindig lehet kész eszközöket vinni, vagy jelenleg könnyebb saját kezűleg elkészíteni vagy megjavítani, mint valahol keresni.
- Telepítés;
- Rögzítő.
A szerelvényt úgy tervezték, hogy az alkatrészeket pontosan ugyanabban a helyzetben szerelje be, mint a végső munka során. Funkciójuktól és kialakításuktól függően ütközőkre, négyzetekre, prizmákra és sablonokra oszthatók.
A rögzítőeszközök célja, hogy az alkatrészeket a kívánt helyzetben rögzítsék, ami megakadályozza a véletlen elmozdulásokat vagy deformációkat. Az ilyen eszközök közé tartoznak a bilincsek, bilincsek, bilincsek, csatlakozók és távtartók.
Csináld magad
Egyes szerszámok, amelyeket a mester a hegesztési munkák során használ, elég gyakran megszakad, vagy nem rendelkeznek a szükséges funkcionalitással. Igen, a legtöbb dolog megvásárolható a boltban, de néha könnyebb elkészíteni saját kezűleg, és pontosan azt csinálni, amire szüksége van.
Elektródatartók
Házi készítésű elektródatartó készítéséhez három darab, egyenként tíz centiméteres, nyolc milliméter átmérőjű huzalt kell venni. Kettőt hajlítson oldalra (villanak tűnik), hogy a huzal részei ellentétes irányba (balra és jobbra) legyenek irányítva. A fennmaradó vezetéket közöttük kell elhelyezni, a fémrúddal való csatlakozás oldalától felfelé hajlítva, körülbelül 0,5 hosszáig. Először az oldalsó részek ragasztása történik hegesztéssel, majd a középső rész felhordása, majd végül minden hegesztés. Előfordulhat, hogy a drótot további burkolattal kell ellátni, hogy elkerülje a túlmelegedést.
bilincsek
A bilincs egy rögzítőeszköz. A saját készítésének szükségességét az okozhatja, hogy az üzletekben forgalmazott modellek nem elég erősek. Például kettes vagy más fémtárgyak hegesztésekor elég erős bilincsekre van szükség. A bolti modellek pedig nem biztos, hogy bírják a szükséges terhelést.
A gyártáshoz szüksége lesz:
- 10 mm vastag acéllemez;
- Három dió;
- Nagy átmérőjű alátétek;
- Cső külső menettel az anyák méretének megfelelően.
Gyártási folyamat:
- Vágjon egy acélcsíkot 50 cm-es és 4 cm-es oldalakkal;
- Vágjon alul egy 25 cm hosszú csíkot a statikus tartás érdekében;
- Vágjon egy 10 cm hosszú mozgatható rudat;
- A mobil rész rögzítéséhez vágjon két 5 cm-es téglalapot;
- Vágjon ki egy részt a bilincs statikus részének alátámasztására (1);
- Hegessze a segédrészt a bilincs aljához. A G betűt egymás között kell alkotniuk;
- Lapos hegesztési részt (1) a rövid élre;
- Hegessünk össze három anyát;
- Hegeszd össze az alátéteket;
- Az anyákat a mozgó részhez képest élesen hegessze úgy, hogy a csavaros rúd párhuzamosan futjon magának a bilincs aljával;
- Ha szükséges, rögzíthet egy fogantyút a rúdhoz, rögzítve egy anyával a tetején;
- Hegessze az alkatrészeket a külső él mentén;
- Helyezze be a bilincs részei közé;
- Hegesztés az alkatrészek belső széle mentén, rögzítve a rudat;
- Hegesztett alátéteket a rúd szélére.
Az összeszereléshez használhatja a bolti bilincsből származó rudat, ha rendelkezésre áll.
A sarokbilincs, akárcsak a hagyományos, rögzíti az alkatrészeket a későbbi hegesztéshez. A termék egyes részeit azonban nem kell mindig egyenesen elhelyezni. Néha szögben. Az ilyen pillanatokra a hegesztőnek kell egy szögbilincset az arzenáljában. Boltokban értékesítik, de ugyanazok a hátrányok. Könnyedén elkészíthet egy derékszögű hegesztőszerszámot saját maga is. Az anyagkészlet ugyanaz, mint a hagyományos bilincseknél, plusz anyák és csap.

Nem fogyó elektródahegesztés
A fémhuzalok csatlakoztatására, csavarására vagy hőelemek készítésére szolgáló készüléket gyakran önállóan, saját kezűleg készítik. De szem előtt kell tartani, hogy a boltban vásárolt késztermék ára alacsonyabb lehet, mint az összes összetevő teljes mennyisége, ha megvásárolja őket. Az alkatrészek azonban rendszerint a bontási helyeken is megtalálhatók, és talán a régi berendezések szétszerelésével is beszerezhetők.
A készülék gyártásához egy 20-50 V-os transzformátorra, négy csatlakozó vezetékre lesz szüksége (kettő a csatlakoztatáshoz, az elektróda csatlakoztatásához és a hálózathoz való csatlakozáshoz). Az elektróda lehet grafit, amely könnyen megszerezhető a ceruza vezetékének eltávolításával. Bármi, amit erre a célra adaptálhat, tartóként fog szolgálni.
Az ilyen eszközök összeszerelése egy szabványos séma szerint történik, amely számos forrásból könnyen megtalálható, és általában a vezetékek helyes csatlakoztatásából és az egész tokba való becsomagolásából áll.
Indokolás
A házi hegesztőberendezések opcióinak gyakorlati alkalmazása lehet és van is a valós munkában. Emlékeztetni kell azonban arra, hogy tanácsos önállóan összeszerelt rögzítő mechanizmusokat vagy más eszközöket gyártani. Világosan meg kell értenie, hogy mit szeretne elérni: nagyobb szilárdságot, nagyobb rögzítési merevséget, vagy a lehető legkényelmesebb megoldást.
A hegesztőberendezés lehetővé teszi a kiváló minőségű munka gyors elvégzését.És minél kényelmesebben készít vagy választ ki egy szerszámot, annál gyorsabban éri el a kívánt munkaminőséget.