A hegesztő inverter újraindítása a félautomata eszközben szinte ingyenes. Hegesztési félautomatikus kabátot készítünk saját kezével a hegesztési huzal takarmány-mechanizmusának rendszerével
A házi elektromos hegesztő félautomatikus eszköz, amelynek kifogástalansága az elektronika és a szén-dioxid védő közege garantált, bármely gazdaságban nem lesz felesleges. Különösen akkor, ha javítás a néző a mezőgazdasági gépek vagy karosszéria, valamint végrehajtása során határozatlan vegyületek vékony (például alumínium vagy acél) lemez, ha a fém melegítő felület legyen minimális, de nem károsítja a varrat minőségét.
Ez egy olyan hegesztő félautomata, hogy azt javaslom, hogy könnyen legyen az otthoni műhelyben vagy egy garázsban, nagyméretű csomópontok, alkatrészek és anyagok, minimális fordulatszámú és összetett vízvezeték-műveletek. Nos, ha vannak nehézségek kapcsolódó elektromos és rádiótechnika, akkor mindig ott van a lehetőség, hogy forduljon tapasztalt rádióamatőr (mondjuk közül a rokonok, barátok, szomszédok, vagy csak ismerős és érzékeny szakemberek), amely segít, hogy megfelelően Gyűjtsön össze és hibakezd meg a hegesztési félautomata elektronikus részét.

1. ábra. Fő elektromos áramkör félautomata hegesztés szén-dioxidban és konstruktív funkciók Házi teljesítménycsomópontja:
a - fojtó; b - hegesztő transzformátor; egyenirányító;
1 - mágneses csővezetékek; 2 - Textolit (a transzformátor - szigetelőszalag); 3 - vezeték vagy gumiabroncs; 4 - dióda vl200 (2 db); 5 - B200 dióda (2 db); 6 - Kettős radiátorok része (2 db.); 7 - diófélékkel és alátétekkel (4 készlet)
Az itt használt sémai megoldás jellemzője olyan, hogy mindegyik tirisztor csak akkor működik, ha az anód hálózati feszültség megfelelő félidőszaka van. Ezenkívül ezek az ellenőrzött félvezető eszközök a Phas Shifting láncok elektromos paraméterei által beállíthatóak.
A T1 hegesztő transzformátor nem különbözik a prototípusaitól. Tény, hogy ez egy jó minden ismerős hálózati 220 V-os feszültség átalakító egy alacsony, 56-os, tette az állórészen a megégett motor. A keresztmetszet toroid mágneses csővezeték kialakítva eltávolítása után jumper a barázdák a munkadarab a szerző változata 40 cm2.
A gyakorlati bemutatóként a félautomatikus hegesztő transzformátor elsődleges tekercselése 1,9 mm átmérőjű rézhuzal 220 fordulattal kell rendelkeznie, jobb az üvegszalagszigetelésben. Nos, másodlagos, elég ahhoz, hogy 56 fordulat egy szálas kábel vagy gumiabroncs keresztmetszet (réz!) 60 mm2.
A egyenirányító híd diódák kiszámítása egy egyenáramú legalább 100 A. A jobb hűtés, mindegyiket ellátott radiátor, a hőátadási felületét 200 cm2.
Nagyon jó, például egy híd, amely két erős B200 és VL200 szelepből álló két csoportból áll, konstruktív végrehajtás Melyik ("anód" sem, éppen ellenkezőleg, a "katód" hőeltávolítás, és ennek megfelelően a zöld vagy a bíbor testület) könnyedén kombinálhatja őket egy kompakt egyenirányító blokkba, amelynek "pozitív" és "mínusz" fele híd. A homogén csoportok lezárjuk csapok M8, és egy gumi tömítést két szimmetrikus szakaszai radiátorok telepítve között heterogén szakaszok. Az ilyen technikai megoldás alapos anyagát a "Modelist-Designer" magazinban 1997-ben tették közzé.
A Throttle L1 megbízhatóan meggyújtja az ívet. Mágneses áramkör B. ez az eset A 3RD Generation Power Transformer ("Temp 738") vagy 15-20 cm2 hasonló keresztmetszetét szolgálja fel.
Az alapvető "biztonsági tisztviselő" megérti, minden tekercset eltávolítanak tőle. A mag üregének felét a Textolite 2 mm vastagságú lemezek helyezik el. A réshez képest a mágneses áramkör két rétegű olvasztott szalaggal van ellátva, amelynek tetején egy tekercselés van elhelyezve, amely 30 fordulójú izolált rézvénát vagy vezetékes hevedert tartalmaz, amelynek keresztmetszete 20 mm2.
Az adagolási mechanizmus és a pneumoclipan K2 tápegységét a parametrikus stabilizáló rendszer szerint összeszerelik. A T2 transzformátor csökkenti a hálózati feszültséget 15 V-ra, amely a VD5-VD8 dióda híd kiegyenesítése után C3 kondenzátorral simítható, és a VT2-re táplálkozik, amely beállító elemként szolgál. Az R7 ellenállás használatával a stabilizátor kimeneti feszültsége be van állítva, és így az M1 elektromos motor forgása sebessége.
Ha rákattint az SB2 gombra, a K1 relé aktiválódik. Ez viszont bezárja a tápegységét az elektromos motor és pneumoclipan, és a dióda VD13 védi a kapcsolatok K1.1 az égő.
A K1 a magas fényszórók bevonására szolgáló relékeket használ. Pneumatikus szelep K2 az EPHH rendszerét a VAZ-2107 autó. A T2 szerepében bármely, beleértve az önálló, csökkentett transzformátort, a 15-20 V-os másodlagos tekercselést és a 10 A áramot. Kapacitorok és ellenállások gyakoriak a minősítési rendszeren. A kivétel csak R6, amelynek ellenállása az OHM törvénye szerint található, ahol az U \u003d UC3 - 18 (B) feszültség és az aktuális i \u003d 0,01 (a).
A hegesztőégő az "Elektróda" vezeték, az ív feszültség és a szén-dioxid ellátására szolgál a hegesztési helyre. Csatorna hegesztőhuzalhoz - 1,2 mm-es sebességmérő meghajtó héjjéből. Az egyik vége, a réz csővezeték, a végső m4 külső szálral, a másik pedig az égő csatornába kerül.

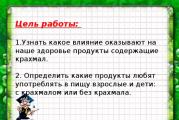
2. ábra. A hegesztett huzal automatizált tápellátásának mechanizmusa (a motor-69 ablaktörlő meghajtó sebességváltóval ellátott motor nem jelenik meg):
1 - sarokbázis (ST3, S3 lap); 2,10 - Vezető és hajtott drótbetét görgők (acél 35, gyártás után - fogantyú); 3 - Sleeve csapágy záró anyával; 4 - A meghajtó hajtómű kimeneti tengelye (a gáz-69 autó gáztisztítójából, módosított); 5 - Bracket a vezetős vezetékek alatt (2 db.); 6 - Útmutató hüvely a locknuts (2 készlet); 7 - Hegesztőhuzal; 8 a kötél tengelye (Bolt M5); 9 - A rabszolga rengeteg rabszolgája; 11 - szorító rugó; 12 - szorító Springs tartó két csavarral M3 (2 készlet); 13 - Slave Roller Slaum; 14 - A slave henger tengelye (M5 csavar); 15 - Mosó (2 db); 16 - Távoli hüvely
Az SB2 gomb a P-alakú konzolra van felszerelve, amelyet rézzel forrasztunk az égőcsatornához. A réz forrasztóanyag van csatlakoztatva (vagy akár csavarozva) nem látható az ábrán a hálózati kábelt egy keresztmetszete 20 mm2, ami jön a fojtószelep L1. A rézcsőnek van egy rézcsője, amelynek tömlője szén-dioxid.
A Textolit égő teste összecsukható, nem látható a képtervezésben. Minden tömlőt és kábelt gyűjtenek a hevederekben, és rögzítik a négy-öt könnyű kötszerek helyén.

3. ábra. Hegesztőégő (A Textolit-tok és a tápkábel jelenetei nem jelennek meg):
1 - Útmutató; 2 - csatorna hegesztőhuzalhoz (sebességmérő kábelköteg L1200); 3 - az égő csatornaalapja (réz); 4 - injektorcső (réz); 5 - Gumi szén-dioxid-tápegység; 6 - szemceruza a relé tekercshez (MGSHV-2.5 rugalmas szerelőhuzal); 7 - KeyTan kapcsoló km 1-1; 8 - P-alakú konzol; 9 - rögzítőcsavar m3; 10 - sárgaréz anya m3; 11 - azbeszt-dugó; 12 - Sleeve - fúvóka; 13 - burkolat (sárgaréz cső 30x2, L60); 14 - Réz tipp.
Az etetési mechanizmus esetében a GAZ-69 ablaktörlő működtetől létrejött hajtóművet használó motor használható. A sebességváltó kimeneti tengelye 25 mm-re rövidre csökken, és az M5 oroszlán szálát vágjuk a végén., A vezetékes vezetéshez szükséges önhúzóhoz szükséges. A slave roller szabadon forog a tengelyen, amely átmérője 5 mm áthalad a deszkán keresztül, és a kötél és a deszka által kialakított szorosan meghúzott anya keret.
Mindkét henger elülső oldalán 5 mm szélességű, a fogakat vágják, amelyek a mechanizmus működése során egymáshoz kapcsolódnak egymással. A fogak mennyisége és modulja lehet (ebben az esetben z \u003d 15; m \u003d 2 mm). És a hátoldalról mindkettőt 10 mm-es szélességben végezzük a hegesztőhuzal jobb elkötelezettségéhez. Természetesen az ilyen görgőknek a gyártásuk után meg kell keményíteniük.
A slave henger egyik végét az egyik végéhez a tartóban és a hüvelyen áthaladó tengelyhez rögzítik, és dióval meghúzva. A hüvely vastagsága a mechanizmus beállításánál van kiválasztva, hogy a fogak egybeesnek mindkét görgőn. A keret másik végén a rugó nyúlik, amellyel a hegesztőhuzal a görgők között van rögzítve. A záróhegesztő huzal alatt lévő zárójelek magassága úgy van kiválasztva, hogy a görgős felület közepén történjen.
Az etetési mechanizmus, pneumoclipne, kapcsoló SB1, R5 és R7 ellenállások vannak rögzítve egy Textolit lemez vastagsága 6 mm, ami egy fedele, amelynél az elektronikus része a hegesztési semiautoma van elhelyezve. Az oldalfalakon és a doboz alján a szellőzőnyílások fúrtak. A hegesztőhuzalral ellátott tekercset a lejátszó hangjelzésével rögzítik.
A TONE-t 200 mm-es távolságra helyezzük az etetési mechanizmustól, hogy a huzal félküszöbön van-e, amikor egy tengelyen dolgozik az útmutatókkal.
A munka előtt a vezetőket a lehető legközelebb kell hozni a görgőkhöz és húzza meg a dióféléket. Ezután hagyja ki a hegesztési vezetéket az útmutatókon, mechanizmuson, égőben és csúcsán keresztül. A csúcsot az égőcsatornába kell csavarni, és egy védőburkolatot kell feltenni, amelyet meg kell szorítani. A tömlő tömlőjének szén-dioxid-hengerének csatlakoztatásával Pneumocloup sebességváltóval van felszerelve, amely körülbelül 1,5 atm-t tartalmazó gáznyomáscsökkentővel kell felszerelni. A tápellátás bekapcsolása után csak az R7 ellenállás beállításához marad, a jármű adagolási sebessége (és az R5 használata a kívánt feszültség) és megkezdi a hegesztést.
A házi hegesztési félautomatikus gép 0,8-1,2 mm átmérőjű vezetékkel működhet, csak a csúcs lyuk átmérőjének megváltoztatásához szükséges, és az ív feszültségének beállítása. A hegesztést a legjobban a "hátsó szög" (ez azt jelenti, hogy a varrás és az égő közötti szög), és a stabil ív és a kiváló minőségű varrat.
A funkciókat azonban figyelembe kell venni. A nemes vegyületek hegesztése során az égő kívánatos 55-60 ° -os szögben a lemezek síkjához, és amikor a címke csatlakozását a fal függőleges elrendezésével hegeszti - 45-50 ° -os szögben az alsó fal. Huzal indulás (a varrat síkjától a csúcsra), ha a hegesztést 5-15 mm-es tartományba kell helyezni 0,5-0,8 mm és 8-18 mm átmérőjű vezetékhez, amikor a hegesztőhuzal vastagabb.
Az indulás csökkenése veszélyezteti az égő gyors szennyeződését fém fröccsenéssel, és a hegesztési folyamat megfigyelése egyidejűleg, ezzel a működési móddal az ív jobban izgatott, és stabilitása növekszik.
Házi hegesztéssel való munkavégzés Semiautomatom szükséges egy hegesztő öltönyben, amelynek védője van a kezek, és az arcon - egy maszkot könnyű szűrővel, amely megfelel a hegesztési áramnak. Ráadásul, ha az ISV 15-30 A, akkor a C3 fényszűrőt kell használni, kívánatos 30-60 A-nál alkalmazni. Egy nagyobb hegesztési árammal a C5 ajánlást javasoljuk. És még superbound színszűrőjét (C6 vagy C7), tekintettel arra, hogy a maximális értéke ISV a hegesztési semiautoma mintegy 120 A. Azt is meg kell emlékezni a szigorú szabályok betartása a villamos- és tűzvédelmi.
Lényegesen magasabb, mint a kézi ívhegesztés végrehajtására szolgáló eszközé. A félautomata sokkal finomabb fémhöz hegeszthető.
A speciális hegesztőhuzal használata lehetővé teszi a nemvasfémek kezelését, és a védőgáz használata a magasabb minőségű hegesztett varratokat biztosítja. Tekintettel ezekre a körülményekre, az otthoni műhely ilyen eszközzel való feltöltésének vágya meglehetősen magyarázható.
Ha hegesztési félig automatikus lehetőséget vásárol, megpróbálhatja összeállítani a saját kezével. Azonnal kell mondania, ez a feladat nem a legegyszerűbb, és gyűjtsön házi hegesztési félautomatikus ügynököt csak azok számára, akiknek bizonyos készséggel dolgoznak elektromos eszközök, Valami már javított, és szétszerelte a rendszereket. Azok számára, akik ezt döntöttek, többet ajánlhatsz lehetséges lehetőségek Összeszerelés.
A hegesztő félautoma létrehozásának megtervezése előtt a félautomata hegesztés elveit tanulmányozni kell, valamint a készüléket és az erre szánt eszköz munkáját.
Hegesztő semiautomatics azok az eszközök, amelyek elvégzésére elektromos ívhegesztés egy egyenáramú egy speciális hegesztési huzal, mint egy elektróda védő gázokat.
A huzal a forgó tekercsen van, és automatikusan táplálja a hegesztés helyét, áthaladva a takarmány-mechanizmuson keresztül. A hegesztés félig automata diagram tartalmazhat inverter és transzformátor áramforrást.
A hegesztő az ívet saját kezével teszi, és varrást végez, így a munkát félautomata hívják. Az elektródák tartójának analógja a hegesztési félautomában egy égő, amelynek pisztoly fogantyúja van egy vezetékes kapcsolóval.
A huzalellátást egy vékony csatorna végzi, amely az égővel összekötő gumírozott hüvely belsejében halad át. A hegesztés során gázellátó csatorna ugyanabban a hüvelyben van, és az égő végén egy fúvókával végződik.
Az ív felszabadítása előtt a huzal ellátásának elfordítása 10-15 mm-rel kell elérnie az égő szélét.
Ezután bekapcsolja a gázellátást, és megkezdődik a hegesztési folyamat. A huzal és a gáz adagolási sebességét kézzel szabályozzák, a hegesztési félautoma előlapján található fejeket forgatják.
A hegesztő transzformátorból
Ha az Ön rendelkezésére áll egy régi hegesztő transzformátor, akkor az összeszerelés alapjául szolgálhat saját félautomata készülékével.

Ha a régi gépnek egyenirányítója van, és sikeresen forog egy állandó árammal, akkor nem szükséges bármi mást tenni ebben a részben. Ha egyszerűen egy transzformátor váltakozó áramhegesztéshez, akkor véglegesíteni kell.
Dióda híd
 A DC hegesztés forrásának megszerzéséhez a transzformátort egy dióda híddal és szűrővel kell felszerelni. A dióda szerelvény kiegyenesíti a másodlagos feszültséget, a szűrő simítja a hullámokat, támasztja alá az ív stabilégését.
A DC hegesztés forrásának megszerzéséhez a transzformátort egy dióda híddal és szűrővel kell felszerelni. A dióda szerelvény kiegyenesíti a másodlagos feszültséget, a szűrő simítja a hullámokat, támasztja alá az ív stabilégését.
Az egyfázisú transzformátor egyenes feszültsége szinuszoidok formájában van, amelyek alacsonyabb félhullámok tükröződnek az abszcissza szimmetrikusan, és a koordináta-rendszer felső kvadránsaiba költöznek.
Valójában 100 Hertz feszültségű frekvenciájú, kétszer, a nulla érték eléréséhez szükséges időtartamra. Az ilyen stressz használata a hegesztéshez állandó, az ív instabil égését eredményezi. A jelenség megszüntetése érdekében egy szűrő szükséges, amely simítja a feszültség kudarcát.
Szűrő
A szűrő a szekvenciálisan hegesztő láncban lévő fojtószelepből áll, és a kondenzátor párhuzamosan bekapcsolt. Az induktivitás és a tartály ilyen kombinációját G-alakú szűrőnek nevezik, mivel az így csatlakoztatott elemek az G. betűt alkotják.

A jövőbeni félautomatikus kondenzátor szükség van elektrolitikus, poláros, 10 000 mikrofados kapacitásra, annál jobb, annál jobb. A kondenzátor feszültsége legalább 100 voltnak kell lennie ahhoz, hogy jó állomány legyen. Számos kondenzátor párhuzamosan forrasztható, ugyanakkor a kapacitást összegezzük.
Gázkar
 A fojtószelep szélének meg kell találnia a megfelelő méretű régi transzformátorot. Az erőátviteli transzformátor alkalmas erre a célra a régi lámpa színes televíziókból, legalább 250 watt kapacitással.
A fojtószelep szélének meg kell találnia a megfelelő méretű régi transzformátorot. Az erőátviteli transzformátor alkalmas erre a célra a régi lámpa színes televíziókból, legalább 250 watt kapacitással.
A transzformátornak két tekercse van egy ovális zárt magon, amely két félből áll. A transzformátort szétszerelték, a tekercseket eltávolítják, a régi vezetéket eltávolítják tőlük.
A tekercseléshez egy lapos keresztmetszet megfelelő rézbusz van kiválasztva. Minden tekercsen az eltávolított huzal helyett a réz gumiabroncs két rétegét sebezik. A tekercsen 15-20 fordulattal kell kiderülnie.
Ezt követően, az acél mag megy a tekercseket életbe, egy Textolit tömítés vastagsága 1,5 mm között helyezkedik el a bábák a mag. A tekercsek egymás után vannak csatlakoztatva.
Nyárs
A SemiaUtoma huzal húzására szolgáló mechanizmus saját kezével kiépíthető kis csapágyakkal és elektromos motorral az autóipari gondnokoktól.
De jobb megvásárolni kész, készen áll a félautomata hegesztésre. Azt is meg kell vásárolnia egy égőt és a hüvelyt, amely huzal és gáz lesz.
A frekvenciaváltó a kézi hegesztéshez
 Ha a műhely hegesztési frekvenciaváltója a kézi hegesztéshez, akkor a félautoma aktuális forrásával kapcsolatos probléma megoldható megoldható. A kézi hegesztés eszköz alapján a saját kezében inverter félautomatikusan készíthet.
Ha a műhely hegesztési frekvenciaváltója a kézi hegesztéshez, akkor a félautoma aktuális forrásával kapcsolatos probléma megoldható megoldható. A kézi hegesztés eszköz alapján a saját kezében inverter félautomatikusan készíthet.
Annak érdekében, hogy ne szedje szét a működőképes inverter átalakító, akkor beiratkozik az alábbiak szerint. A hegesztési félautoma működéséhez szükséges összes kiegészítő csomópont különálló esetben helyezhető el.
Lakás gyártása
A feladat az, hogy olyan megfelelő esetet találjon vagy készítsen, amelyben egy hegesztőhuzalral ellátott tekercs van felszerelve, szabadon forgatva a dobra, a drótvázoló mechanizmusra. Ebben az esetben az előlapon van egy aljzat, amely összeköti a hüvelyt egy égővel és egy vezetékes adagoló szabályozóval.

Az aktuális beállítás a frekvenciaváltónál elvégezhető, a plusz terminál közvetlenül csatlakoztatható a munkadarabhoz közvetlenül a frekvenciaváltóból.
A negatív inverter kimenetét kell kezdeni egy új épületben, és csatlakozz a hüvely terminál. A hegesztőhuzalnak ehhez a potenciálhoz kell csatlakoztatnia.
Az új esetben az új tok belsejében a palackot védőgázzal és az égő hüvelyével összekötő tömlő szerelvény kell biztosítani. Az állítható gázellátás végrehajtásához telepítheti a szelepet az autóipari törlőkből.
Tápegység és szelep
Mivel a vezetékes takarmány-mechanizmus és a szelep elektromos motorja, az átfedő gáz 12 voltos feszültséggel működik, egy kis transzformátort kell felszerelni egy egyenirányítóval, így ezt a hatalmat biztosítja.

A motor és a szelep bekapcsolásához jobb, ha a közbenső autó relék 12 volt. A vezetékes csörgő bekapcsolása a kezek által tartott égő gombjával történik, a gázellátó szelep megnyitásához és bezárásához a kapcsoló kapcsoló az előlapon van felszerelve.
Az ilyen elrendezés lehetővé teszi, hogy a frekvenciaváltót és a kézi hegesztést használhassa, valamint a hegesztési félig. Az öngyártó félautoma elkészítésének költsége kicsi, és az előnye kézzelfogható lesz.
A hegesztés félautomata öngyilkos lehet a frekvenciaváltóból. Azonnal mondjuk, hogy a frekvenciaváltóban nem könnyű hegesztési félig hegeszteni, de nem lehetetlen. Ahhoz, hogy elképzelte, hogy félig automata legyen a saját kezével a frekvenciaváltóból, meg kell vizsgálnia munkájának elvét, hogy szükséges-e, hogy szükség esetén video vagy fotók, amelyek a témához fordítottak, előkészítik a szükséges alkatrészeket és berendezéseket.
Mint frekvenciaváltó, hogy remakehez egy félautomata
A munkához szükséged lesz:

TÓL TŐLsemiautomatika hegesztése
 Különös figyelmet fordítanak a vezetékes hegesztő zónára tápláló adagoló átdolgozására, amely rugalmas tömlő mentén mozog. Kiváló minőségű tiszta hegesztése, a rugalmas tömlő és az olvadáspontjának előtolási sebességének meg kell egyeznie.
Különös figyelmet fordítanak a vezetékes hegesztő zónára tápláló adagoló átdolgozására, amely rugalmas tömlő mentén mozog. Kiváló minőségű tiszta hegesztése, a rugalmas tömlő és az olvadáspontjának előtolási sebességének meg kell egyeznie.
A félautomatikus hegesztéskor a különböző átmérőhöz és a különböző anyagokEzért lehetővé kell tenni a takarmány sebességének szabályozását. Ezt az etetési mechanizmus végzi.
A leggyakoribb huzal átmérője a mi esetünkben: 0,8; egy; 1.2 és 1,6 mm. A hegesztés előtt a huzal sebezhető a tekercseken, amelyek konzolok, amelyeket nem kemény kötőelemek rögzítenek. A hegesztés folyamatát automatikusan alkalmazzák, amelynek következtében a technológiai működés folyamata jelentősen csökken, és a hatékonyság növekszik.
Az elektronikus vezérlőegység fő eleme a stabilizációért és a szabályozásért felelős mikrokontroller. hegesztőáram. Az aktuális paraméterek az elemtől függenek, és azokat szabályozzák.
Távolítsa el az inverter transzformátort
A félautomata hegesztés saját kezével elvégezhető az inverter transzformátor átdolgozásával. Ahhoz, hogy a frekvenciaváltó transzformátor jellemzőit a szükségesnek megfelelően hozza, rézszalagba csomagolva, tekercselő hőpapír. Ezen célokra szokásos vastag huzal nem használható, mert nagyon meleg lesz.
Másodlagos tekercs egyedül is. Ehhez szüksége van:
- Ahhoz, hogy az ón három rétegének tekercsét szélesítse, amelyből mindegyikük fluoroplasztikus szalagot izolál.
- A tekercsek végeit egymással forrasztják, hogy növeljék az áramok vezetőképességét.
A félautomatikus eszköz bekapcsolásához használt frekvenciaváltó konstruktív rendszerében ventilátort kell biztosítani a gép hűtésére.
Beállítás
 A félautomata inverter előállításában a berendezés előre engedélyezett. A készülék túlmelegedésének megakadályozása érdekében helyezze be bemeneti és kimeneti egyenirányítóit, valamint a radiátorok hálózati gombjait.
A félautomata inverter előállításában a berendezés előre engedélyezett. A készülék túlmelegedésének megakadályozása érdekében helyezze be bemeneti és kimeneti egyenirányítóit, valamint a radiátorok hálózati gombjait.
A fenti eljárások végrehajtásával csatlakoztassa a tápegységet a vezérlőegységgel, és csatlakoztassa a hálózati rácshoz. Ha a hálózati kapcsolat jelzőfénye világít, csatlakoztassa az oszcilloszkóp frekvenciaváltót. Oszcilloszkóppal keresse meg a 40-50 kHz-es elektromos impulzusokat. Az impulzusok kialakulása 1,5 μs-nak kell lennie, és a bemenet belépő feszültségértékének változását szabályozza.
 A hegesztési áram és a feszültség oszcillogramja: fordított polaritáson - balra, közvetlen polaritásra - jobbra
A hegesztési áram és a feszültség oszcillogramja: fordított polaritáson - balra, közvetlen polaritásra - jobbra
Ellenőrizze, hogy az oszcilloszkóp képernyőn tükröző impulzusok téglalap alakúak voltak, és az első nem volt több, mint 500 NS. Ha a paramétereket ellenőrizzük, akkor csatlakoztassa a frekvenciaváltót a hálózati hálózathoz.
A kimenetről származó áramnak legalább 120a. Ha ez az érték kevésbé valószínű, hogy van olyan feszültség, amely nem haladja meg a 100 V-ot. Ebben az esetben a berendezést az aktuális erő változásával vizsgálják (plusz a kondenzátor feszültségét folyamatosan felügyelik). A készülék belsejében lévő hőmérséklet folyamatosan figyelemmel kíséri.
A tesztelés után ellenőrizze a terhelés alatt lévő eszközt: Csatlakoztassa a hegesztési vezetékekhez legalább 0,5 ohm ellenállását. Meg kell ellenállnia az aktuális 60 A-t. A hegesztőégőbe belépő áram erejét egy amméter vezérli. Ha nem felel meg a kívánt értéknek, az ellenállási érték empirikusan van kiválasztva.
Használ
 A készülék elindítása után a frekvenciaváltó jelzője kiemelnie kell az aktuális - 120 A értékét. Ha az érték eltér, valami helytelen. Nyolcok jelennek meg az indikátoron. Leggyakrabban ez a hegesztési huzalok elégtelen feszültségének köszönhető. Jobb, ha azonnal meghatározhatja a hibás működés okát, és megszünteti azt. Ha minden rendben van, az indikátor helyesen mutatja az aktuális gombok által vezérelt áramerősségét. A jelenlegi beállítási intervallum az inverterek biztosítása 20-160 A.
A készülék elindítása után a frekvenciaváltó jelzője kiemelnie kell az aktuális - 120 A értékét. Ha az érték eltér, valami helytelen. Nyolcok jelennek meg az indikátoron. Leggyakrabban ez a hegesztési huzalok elégtelen feszültségének köszönhető. Jobb, ha azonnal meghatározhatja a hibás működés okát, és megszünteti azt. Ha minden rendben van, az indikátor helyesen mutatja az aktuális gombok által vezérelt áramerősségét. A jelenlegi beállítási intervallum az inverterek biztosítása 20-160 A.
A munkahely helyességének ellenőrzése
A félig automatika sokáig szolgált, ajánlott figyelni folyamatosan. hőmérsékleti üzemmód Inverter működik. Egyidejűlés érdekében Két gombnyomásra van nyomva, és a frekvenciaváltó radiátoraiból származó legmelegebb hőmérséklete után megjelenik az indikátoron. Normál üzemi hőmérséklet - legfeljebb 75 ° C.
Ha több van, kivéve az indikátoron megjelenő információkat, a frekvenciaváltó intermittáló hangot fog tenni, amely azonnal figyelmeztetnie kell. Ugyanakkor (vagy ha a hőérzékelő zárva van), az elektronikus áramkör automatikusan csökkenti a működési áramot 20A-ra, és a hangjelzés akkor megy, amíg a berendezés normális. A frekvenciaváltójelzőn megjelenő hibakód (hibás) is beszélhet a berendezés meghibásodásáról.
Amikor a félautomata hegesztést használjuk
A félautomata ajánlott, ha pontos tiszta acélalkatrész-csatlakozásokra van szükség. Az ilyen berendezések segítségével Főzés vékony fém, amely releváns, például az autó test javításakor. A készülékkel való munkavégzés segíti a képzett szakembereket vagy képzési videókat.
Bármely hegesztő ismeri a kézi elektromos hegesztés előtt álló félautomata előnyeit. Nagy előfordulási és alacsony költségeinek köszönhetően az MMA inverters sok mesterek arzenáljában áll. De MIG hegesztéssel az ügy különböző - ezek az eszközök drágábbak. De van egy kiút - egy félautomata invertert készíthet a saját kezével. Ha belépsz erre a kérdésre, akkor nem lesz olyan bonyolult.
Az MMA és MIG hegesztések között vannak bíboros különbségek. A működése semiautoma, szén-dioxid van szükség (vagy keverék a szén-dioxid, argon) és az elektród vezeték, amely juttatunk a hegesztési helyen keresztül speciális tömlő. Azok. A hegesztési félig automatikus hegesztés elve nehezebb, de univerzális és annak használata indokolt. Mi szükséges a félautomata munkához:
- huzalkészülék;
- égő;
- huzal- és gázellátó tömlő a fűtéshez
- jelenlegi forrás állandó feszültséggel.
- És annak érdekében, hogy kapcsolja be a hegesztő inverter egy félautomata berendezés, akkor szükség van egy eszköz, az idő és a vágy.
Készítmény
A hegesztési félautoma otthoni gyártása a munkatervezéssel kezdődik. Két lehetőség van arra, hogy MIG hegesztést készítsen az inverterből:
- Teljesen hegesztés félautomata a saját kezével.
- Csak az inverter módosítása - az etetési mechanizmus készen áll a vásárlásra.
Az első esetben az adagolóeszköz alkatrészeinek költsége körülbelül 1000 rubel, a munka nélkül, természetesen. Ha a gyár félig automata mindent tartalmaz egy esetben, akkor a házi készítésű két részből áll:
- Hegesztő inverter.
- Doboz egy etető mechanizmussal és egy drótvával.
Először is el kell döntenie a félautomata második részét. Kívánatos, hogy könnyű és tágas. Az adagoló szerkezet igényeinek tisztán kell tartani, különben a vezeték fogják kiszolgálni rándulások, továbbá lehetőség van, hogy rendszeresen módosíthassa a tárcsákat, és állítsa be a szerkezetet. Ezért a doboznak könnyen lezárható és nyithatónak kell lennie.
Tökéletes opció - A régi rendszeregység alkalmazása:
- tiszta megjelenés - ez nem számít sokat, de sokkal kellemesebb, ha a belsejét a házi nem ölt, és a félautomata MMA inverter jól néz ki;
- könnyű, bezárul;
- a ház vékony - könnyen elvégezhető a szükséges vágások;
- a gázszelep és a vezetékes táplálék meghajtó 12 volt. Ezért a tápegység alkalmas a számítógépről, és már beépül a házba.
Most meg kell becsülnie a jövőbeli részek méretét és helyét az ügyben. A kartonpapírból példakénti elrendezést vághat, és ellenőrizheti a kölcsönös helyüket. Ezt követően elkezdheti a munkát.
Az elektródhuzal optimális opciója az 5 kg-os tekercs. Külső átmérője 200 mm, belső - 50 mm. A forgás tengelyére használhatja a csatornát PVC cső. Külső átmérője 50 mm.
Égő

A házi készítésű félautomatika kell ellátnia egy égővel. Ez önállóan elvégezhető, de jobb vásárolni egy kész készlet, amely magában foglalja:
- Égő, különböző átmérőjű tippekkel.
- Tömlő.
- Euro csatlakozó.
A normál égő beszerezhető 2-3 ezer rubelre. Ráadásul az eszköz házi készítésű, így nem tudsz költözni drága márkákat.
Mit kell fordítania a készlet kiválasztásakor:
- milyen hegesztési áramot kell kiszámítani az égő;
- a tömlő hossza és merevsége a tömlő fő feladata, biztosítsa a huzalmentes vezeték nélküli tápellátást az égőhöz. Ha puha - bármilyen inflexió lassítja a mozgást;
- rugók a csatlakozó és az égő közelében - nem adják a tömlőt, hogy túlterheljük.
Adagoló

Az elektródhuzalot folyamatosan és egyenletesen kell ellátni - akkor a hegesztés magas színvonalú lesz. Az adagolási sebességet ki kell igazítani. Három lehetőség van, hogyan készítsünk eszközt:
- Vásároljon egy teljesen elkészített mechanizmus szerelvényt. Drága, de gyorsan.
- Vásároljon csak takarmány tekercseket.
- Tegyen mindent a saját kezével.
Ha a harmadik opció van kiválasztva, szüksége lesz:
- két csapágy, vezetőhenger, feszítő rugó;
- a huzal táplálására szolgáló motor - a motor alkalmas a háztartásból;
- fémlemez a mechanizmus rögzítéséhez.
Egy rögzítőcsapágy - állíthatónak kell lennie, a második görgős támogatásként szolgál. A gyártás elve:
- a lemezek a motor tengelyére és a csapágyak rögzítésére készülnek;
- a motor hátsó lemezen van rögzítve;
- a vezetőhenger a tengelyre kerül;
- a felső és az alsó rögzített csapágyak;
A csapágyak a legjobban fémszalagokra kerülnek - az egyik él egy csavarral van rögzítve a főlemezhez, és egy rugó van egy beállító csavarral, amely egy másikhoz van csatlakoztatva.
A mechanizmus tett helyezzük abban az esetben úgy, hogy a görgők található ugyanazon a vonalon az égővel csatlakozó, vagyis úgy, hogy a huzal nem dolgozták ki. A görgők előtt merev csövet kell felszerelni a huzal igazításához.
Elektromos rész megvalósítása
Ehhez szükséged lesz:
- két autóipari relék;
- dióda;
- pWM motorszabályozó;
- kondenzátor tranzisztorral;
- elektromágneses ürítő szelep - gáz ellátására az égőre. Bármely Vaza modell alkalmas például a nyolcból;
- vezetékek.
A vezeték és a gázellátás vezérlő áramköre nagyon egyszerű, és a következőképpen hajtható végre:
- ha megnyomja az égő gombját, az №1 relé és a 2. relé;
- az 1. számú relé gázellátó szelepet tartalmaz;
- a 2-es relé egy párban működik egy kondenzátorral, és egy késleltetéssel ellátott vezetékes etetést tartalmaz;
- a drótszívás további gombokkal történik, amely megkerüli a gázellátó relét;
- az önindukció eltávolítása az elektromágneses szelepből, egy dióda csatlakozik hozzá.
- Meg kell adni az égő csatlakozást a frekvenciaváltó tápkábeléhez. Ehhez közel az eurocsatlakozóhoz, beállíthatja a gyorskioldó csatlakozót, és csatlakoztathatja az égőhöz.
A félautomata készüléknek ilyen működési sorrendje van:
- A gázellátás tartalmazza.
- Kis késéssel a huzal betáplálása bekapcsol.
Ilyen szekvencia szükséges ahhoz, hogy a huzal azonnal védelmi környezetbe kerüljön. Ha késleltetés nélkül félautomata eszközt készít - a huzal csúszik. A végrehajtáshoz szüksége lesz egy kondenzátorra és tranzisztorra, amelyen keresztül a motorvezérlő relék csatlakoztatva vannak. Működési elve:
- a feszültséget a kondenzátorba táplálják;
- töltődik;
- az áramot a tranzisztorba táplálják;
- a relé bekapcsol.
A kondenzátor kapacitását úgy kell kiválasztani, hogy a késleltetés körülbelül 0,5 másodperc - ez elég ahhoz, hogy kitöltse a hegesztési fürdőt.
A szerelés után a mechanizmust meg kell vizsgálni, és a gyártási folyamat látható a videóban.
A frekvenciaváltó megváltoztatása
Ahhoz, hogy a szokásos inverterben félautomata legyen a saját kezével, akkor egy kicsit meg kell remakülnie. Ha csatlakoztatja az MMA invertert az összegyűjtött házhoz - szakács, kiderül. De ugyanakkor a hegesztés minősége messze lesz a gyár félig automata. Ez a WAH-Volt-ampere jellemzőkről szól. Az elektromos íves frekvenciaváltó egy leeső jellegű - a kimeneti feszültség lebeg. És a félautoma helyes működéséhez merev jellemzőre van szükség - a készülék állandó feszültséget támogat a kimeneten.
Ezért kell használni a inverter áramforrásként, meg kell változtatni, hogy a WA (volt amper jellemző). Ehhez szükséged lesz:
- kapcsoló;
- változó ellenállás és két állandó;
A frekvenciaváltó kemény jellemzője meglehetősen egyszerű. Ehhez a feszültségosztást a shunt előtt kell elhelyezni, a hegesztési áram vezérlését. Az osztó számára állandó ellenállásokat használnak. Most megkaphatja a szükséges maclivoltsokat, amelyek arányosak lesznek a kimeneti feszültséggel, és nem az áramerősség erősségével. Mínusz egy ilyen rendszerben egy - az ív túl kemény. A lágyításhoz olyan változó ellenállást használhat, amely összeköti az osztóval és a kijárat a shunt.
Plusz ez a megközelítés, hogy az ív keménység beállítás jelenik meg - van olyan beállítás csak a hivatásos félautomata félautomata ügyekben. És a kapcsoló kapcsoló átkapcsolja a frekvenciaváltót az MMA és a MIG módok között.
Így az MMA inverter egy félautomata, a feladat, bár nem egyszerű, de teljesen végrehajtott. A kijáratnál a készüléket a jellemzőiben nem rosszabbodják. De ugyanakkor jelentősen olcsóbb. Az ilyen átdolgozás költsége - 4-5 ezer rubel.
Az interneten megtalálhatja az alapvető telepítési eszköz rendszereit, amelyek a saját kezével elvégezhetők. A mi esetünkben a komponensek rendszerét bemutatják. A következő lépés lesz a kondenzátor és a fojtó kiválasztása. A mi esetünkben a kondenzátor alkalmas 22 vagy annál több ICF, teljesítmény 63 W. A fojtószelep tekercselés megköveteli a rézszálas vezetéket, amelynek átmérője legalább 5 milliméter, és legfeljebb 20 méter hosszú.

Ezen viszont a saját kezükön lévő fojtószelep 15 óramutató járásával megegyező és az óramutató járásával ellentétes irányba fordul. Ennek eredményeképpen a mag másik oldalán lévő fordulatok átmenetét kell követni, valamint a művelet későbbi ismétlését. Tedd magad, hogy felállítsa a frekvenciaváltó igényeit hegesztőgép, Minden óvatossággal kell rendelkeznie.
Eljárás:
- A frekvenciaváltó bizonyossággal rendelkezik azzal, hogy a jövő házi készítője található. Érdemes megjegyezni, hogy a huzal átmérője 0,8 milliméterrel a hegesztési áramjelző 160 A-vel egyenlő lesz. Így a frekvenciaváltó hatalma 6 kW;
- Ezután ki kell választania a transzformátor típusát. Jobb, ha egy toroid mag mellett választhat, és a legtöbb kisebb. Nem kell tranzisztorok (annak ellenére, hogy a tranzisztorok az "erős" hegesztés elemei);
- A kiválasztás hegesztő jelenlegi korlátok, pontosabban, a módszer beállítására áram: primer és szekunder tekercsek, amely tartalmazni fogja a potenciális inverter. Az első módszer a tirisztor aktuális kiigazítási rendszerének összekapcsolása, néhány hátránya a második hátterében, mivel ezeknek a problémáknak meg kell szüntetniük a relét, valamint más ingázási elemeket. A másodlagos tekercselés aktuális ellenőrzése megnövekedett a ripple, mint az első esetben, ha egy tirisztor-sémát használnak;
- Az eszköz létrehoz egy fojtószelep, és a kondenzátor a hálózati lánc a szekunder tekercs;
- Kiválasztja az átviteli sebességváltó az ablaktörlőből. Szüksége lesz egy másik vízellátó szelepre a gázellátó rendszer későbbi telepítéséhez;
- Most csináld magad egy diagram egy eszköz hegesztési fémek. Amint a frekvenciaváltót összeállították, házi készítésű rendszereket ellenőriznek a vezérlőgomb megnyomásával: az első szén-dioxid kerülnek mellékelve, az áram és a vezeték és a huzal szállítható.
Bizonyos tudás és készségek tulajdonosa, saját erőfeszítéseiket házi hegesztés hatékony félautomatikus Könnyen lehetséges.