Házi készítésű körlevelek rajzai fugázóval. Famegmunkáló hézagoló és körfűrész
A fafeldolgozást gyakran gyalulással végzik. A gyalulás olyan folyamat, amelyben a fa egyenes vonalú betáplálása történik a vágási zónába, amikor a vágási sík, a vágási felület és a megmunkált felület egybeesik. A gyalu egy késekkel rendelkezik, amelyek az ágyra vannak szerelve és a tengelyük körül mozognak. Ebben az esetben a munkadarab oda-vissza mozgást végez. A gyalu nagyon népszerű. Hasonló famegmunkáló gépet használtak otthon az elmúlt években. Az ilyen berendezések ipari modelljei meglehetősen drágák, de készíthet házi készítésű fugát is, amely fafeldolgozáshoz is használható.
Fő csomópontok
A házi készítésű fugák elkészítése előtt rajzokat kell készítenie, és ki kell találnia a diagramon szereplő fő elemeket. A gyalugép általában a következő alapelemekből áll:
- ágy;
- tengely késsel;
- henger;
- egy elektromos motor, amelyről a forgást táplálják;
- több asztal;
- kitartó korcsolya.

A házi készítésű fugák elkészített rajzának információkat kell tartalmaznia arról, hogy milyen távolságra van felszerelve a görgős villanymotor és a késekkel ellátott tengely. Az áramkör határozza meg, hogy mennyivel csökken a fordulatok száma a kimeneten és mennyivel nő a teljesítmény.

Gyártás
Megvetjük az ágyat
Az ágy lesz a gép alapja. Ezt saját maga is megteheti, figyelembe véve a következő pontokat:
- Leginkább egy fémprofil alkalmas házi készítésű fugaágy létrehozására. Könnyű és könnyen szétszerelhető.
- A rajz készítésekor szem előtt kell tartani, hogy a szerkezetnek el kell osztania az alkalmazott terhelést és stabilnak kell lennie.
- Minden elemet szilárdan rögzíteni kell. Az ágyra szerelt mechanizmus, figyelembe véve a feldolgozott anyagot, jelentős terhelést fejt ki.
- Az elemeket hegesztéssel vagy menetes csatlakozásokkal rögzítik egymáshoz. Ha szüksége van egy házi készítésű csatlakozóra, hogy mozgatható és szükség esetén szállítható legyen, akkor menetes csatlakozást kell választania. A hegesztés megbízhatóbb, de a szerkezet egy darabból áll.
Figyelembe kell venni, hogy a gyalut egyenletesen kell felszerelni. Ezért az összes elem csatlakoztatásakor szigorúan be kell tartani a szintet.
A tengely felszerelése késekkel
A házi készítésű hézagoló, az ipari változathoz hasonlóan, a felületén késekkel ellátott dob található, amely forgáskor eltávolítja a fát a munkadarab felületéről. Ennek az elemnek a telepítésének jellemzői a következők:
- A dob egy olyan mechanizmus, amely két csapágyból, egy pengéből és egy központi tengelyből áll, amelyre a forgás átadódik.
- Szinte lehetetlen pengéket saját kezűleg készíteni, mivel ehhez eszterga és függőleges marógép szükséges.
- A dob speciális rögzítéssel rendelkező csapágyakon keresztül van felszerelve a keretre.
- A pengékkel ellátott mechanizmust szilárdan az alaphoz kell rögzíteni, mivel az összes terhelés ezen az egységen összpontosul.
- A kimenő tengely végére szíjtárcsát kell felszerelni. Ebben az esetben saját maga is elkészítheti. Ennek az elemnek a profilját az öv profiljához kell igazítani.
Sok rajzon van egy olyan séma, amelyben a pengék axiálisan az ágy közepére vannak szerelve.
asztal
A kialakítás két asztallal rendelkezik, amelyek a dob ellentétes oldalán helyezkednek el. Előállításuk összetettsége abban rejlik, hogy a rögzítőmechanizmusnak mereven rögzítenie kell a felületet. Összekötő gép DIY kell sima felület táblázatok. Ez annak a ténynek köszönhető, hogy a fa erős nyomással lesz táplálva. Ha erős súrlódás van az asztal és a munkadarab között, akkor a megmunkálás sokkal nehezebbé válik.
Ezenkívül szem előtt kell tartani, hogy az asztalnak vízszintesnek kell lennie a pengékkel ellátott dobhoz képest. Ebben az esetben a magasságot szabályozni kell, amelyhez speciális mechanizmust kell felszerelni. Saját kezűleg is létrehozhat egy hasonló beállítási mechanizmust menetes csatlakozás segítségével.
Egy másik fontos szempont, hogy az asztal szélességének és hosszúságának megfelelően kell lennie a munkadarabok adagolásának. Saját kezűleg is készíthet összecsukható mechanizmust.
A motor felszerelése hajtással
A vágószerszám forgását elektromos motor hajtja. Az elektromos motor beszerelésére vonatkozó ajánlások mérlegelésekor vegye figyelembe a következő pontokat:
- Nagyon fontos a megfelelő típusú villanymotor és annak teljesítménye kiválasztása. Egy házi készítésű gyalugyalu elég nagy anyagréteget tud eltávolítani egy menetben. Háztartási használatra 1 kW-nál nagyobb teljesítményű villanymotor alkalmas. A közelmúltban olyan modellek, amelyek 220 V-ról működnek.
- A gép akkor fog megfelelően működni, ha a motor szíjtárcsája egy síkban van a dobtárcsával. Ezt elég nehéz megtenni, mérőműszereket és szintet kell használni.
- Fontos a megfelelő tárcsaátmérő kiválasztása. Az átmérők különbsége lehetővé teszi a kimeneti fordulatok számának csökkentését, ami jelentősen növeli a húzóerőt.
- Az övnek jól meg kell feszíteni. Nem szabad megfeledkezni arról, hogy a megállapított szabványok szerint készülnek, és bizonyos hosszúságúak. Ezért gondosan meg kell mérni a szíjtárcsák közötti távolságot.
- Javasoljuk, hogy az elektromos motorhoz egy házi készítésű csuklón hozzon létre ülést, amely lehetővé teszi a helyzet beállítását. Ez lehetővé teszi az öv megfeszítését, amikor a hossza a kopás miatt megnőtt.
Különös figyelmet fordítanak a házi készítésű fugák biztonságára. A gép motorját nem szabad az ágyon keresztül földelni, mert bizonyos körülmények között áramütés következhet be.
Kemény fókusz
Az utolsó szerkezeti elem, amelyet saját kezűleg is elkészíthet, kemény megállás. Fenn kell tartani a munkadarab egyenes vonalú mozgását az asztal mentén. Ehhez a mester a munkadarab hosszirányú előtolása során keresztirányú erőt is kifejt. Az ütköző az asztal túlsó szélére van felszerelve, saját kezével egy közönséges fadarabból készíthető, amelyhez elegendő a felület minőségének javítása a minimális érdesség érdekében.
Végezetül megjegyezzük, hogy a házi készítésű fugák a lehető legbiztonságosabbak, mivel az van nagyszámú forgó elemek. Ehhez fából vagy műanyagból speciális burkolat készíthető, amely lefedi a villanymotort, a görgőket és a szíjat. Arra is figyelni kell, hogy a házi készítésű fugáknak merev felszereléssel kell rendelkezniük.
Nehéz a felújítás, építés ill nyaraló munkák fogantyú körfűrész nélkül. Jaj, munka kézi eszközzel nem mindig kényelmes, és egy drága gép vásárlása nyilvánvaló okokból lehetetlen.
A tehetséges kézművesek házi készítéssel képesek megoldani ezt a problémát kör alakú gép csináld magad. Milyen eszközök és anyagok szükségesek ehhez? Mit kell figyelembe venni a munka megkezdése előtt? Hogyan lehet meghosszabbítani a kapott termék élettartamát? Minden rendben.
A házi készítésű körgép követelményei
A tévhittel ellentétben a készülék elkészítéséhez közönséges fűrészáru és szerszámok szükségesek. De mielőtt végiggondolná a tervezést, gondolnia kell az ágyra - arra az elemre, amelyre a gépet felszerelik.

A fő követelmény a megbízhatóság és a stabilitás. A gyártási folyamatokhoz általában hegesztett anyagot használnak. fém szerkezet, de háztartási igényekre nem fog menni. Mivel a fához való asztali körfűrész nem a legterjedelmesebb anyagokat vágja, nincs szüksége a legerősebb motorra, és az ágy fából készülhet. Nincs szükség további rögzítésre (betonba szerelés), és az esetleges működés közbeni vibráció minimálisra csökken.
A második követelmény a fűrészberendezés optimális teljesítményének kiválasztása.
Ellenkező esetben a telepítés nem lesz indokolt, és sok áramot költenek a gép működésére.
Ezenkívül egy kör alakú gép projektjének kidolgozásakor figyelembe kell venni a következő felszerelési paramétereket:

Jobb, ha a gombokat a kör alakú gép külső oldalára helyezzük, vagy nyitható asztallapot biztosítunk számukra.
Most - néhány szó az építkezés alapvető elemeiről a kis háztartási feladatokhoz.
Gép alkatrészek
Az ágy mellett fontos elem a tápegység. Egyes szakértők gyári kézi fűrészek beszerelését javasolják, de teljesítményük nem mindig hasonlítható össze a valódi gépek teljesítményével. Ráadásul a lemez méretével is hibázhat. Ezért jobb a tápegységet két részből - a motorból és a tárcsa alatti tengelyből - összeszerelni.
Elsőként egy tetszőleges, 220 V-os hálózatról üzemelő aszinkron típusú erőmű alkalmas, melynek teljesítménye nem haladja meg az 1200 W-ot, fordulatszáma 4-4,5 ezer ford./perc. Szerelőtárcsák vágóelem jobb, ha szabványos a tengely, miközben feszítőrendszerrel rendelkezik a megbízható rögzítéshez és a nyomaték átviteléhez.

Ezenkívül a következőket kell tennie:
- tartórúd (munkadarab hosszhatároló, amely a fűrészelem síkjához képest eltolható; lehetővé teszi a szélesség felhasználó általi beállítását);
- munkalap;
- lábak (30x30 vagy 40x40 mm-es keresztmetszetű rúd szükséges).
Az asztallábak magasságának kiválasztásakor a felhasználó magasságát veszik figyelembe. Az asztallap paramétereit ugyanúgy kell kiválasztani.
Ha hosszú munkadarabokat körfűrészen fűrészelnek, több lábra lesz szükség, különben a szerkezet vibrálni kezd.
Az asztallap megfelelő anyaga legalább 50 mm vastag rétegelt lemez, plexi vagy üvegszál. A forgácslap használata nem ajánlott - nem túl megbízható, és működés közben összeomolhat.
Eszközök és anyagok
A fentiek összefoglalása érdekében az alábbiakban található a szükséges anyagok teljes listája:
- rétegelt lemez / plexi / textolit lap;
- táblák 50x100 mm;
- fa rudak;
- acél sarok vezetőkhöz (kívánatos);
- egy pár bilincs;
- kézi körfűrész.
Gyártáshoz, motorokhoz mosógépek, sarokcsiszolók, fúrók.Élettartamuk azonban a végéhez közeledhet, így stabilan működő géphez nem fognak menni.

A munkalap lehet régi konyhaasztal, de jobb a keretet saját kezűleg összeszerelni.
A munka megkezdése előtt ellenőrizze, hogy rendelkezik-e a következő eszközökkel:
- csavarhúzó vagy fúró;
- fémfűrész / szúrófűrész;
- mérőszalag és ceruza.
Itt az ideje, hogy megkezdjük a gép gyártását
A munka szakaszai
A fő tervezési jellemzők mérlegeltük szükséges eszköz fel van töltve, itt az ideje, hogy hozzáfogjon az üzlethez, és megértse, hogyan készítsen körkörös gépet saját kezével, hogy megbízható asszisztenssé váljon bármely építőipari vállalkozásban.
Munkalap gyártás

Az asztallap jelölése és kivágása. A gépen feldolgozandó alkatrészek mérete alapján egy rétegelt lemez lapot kirakófűrésszel vágnak le. Ezt követően felülírják csiszolópapír... Az asztallap alján egy hely van kijelölve a kör alakú korong nyílása számára. Az egység talpának méreteit kívülről történő felhordással is mérjük; ehhez vegye ki a tárcsát a fűrészből, és karikázza be a kívánt részét, így határozza meg az ülést.
A leszállási blokkokat körülbelül 10 mm mélységig kell kiválasztani (a tárcsa méretétől függően). Ezután a fűrészt felpróbálják; ha kevés a hely, mélyül a lyuk.
Sínek szerelése. Jobb, ha keresztirányú és hosszirányú léceket helyezünk el az asztallap varratos oldalán. Maguk a 4 darab csíkok (mindkettőből egy pár) fából készültek.
Keresztirányú esetén a hossznak 7-8 cm-rel kisebbnek kell lennie, mint az asztallap szélessége mindkét oldalon.
A lécek önmetsző csavarokhoz vannak rögzítve, amelyekhez a fészkeket előre elkészítik. A rögzítőelem úgy van rögzítve, hogy a feje ne nyúljon ki az asztallap fölé.
Ellenőrizze, hogy a felület mindkét oldala 7-8 cm-rel túlnyúlik-e a kapott keret szélein.
Az elemek végső rögzítése. Először a keresztirányú bordákat rögzítik. A lécek szélei faragasztóval vannak kenve a maximális szilárdság érdekében. Ezenkívül a szerkezetet bilincsekkel rögzítik, és az önmetsző csavarokat becsavarják. Amikor a ragasztó teljesen megszáradt, ugyanezt kell tenni a hosszanti csíkokkal. Ezután a keret részeit mindkét oldalon két rögzítővel össze kell húzni. A bilincseket eltávolítják.
Lábak készítése

A sávok kiválasztása után a következő műveleteket hajtjuk végre:
A munkadarab jelölése és kivágása. A lábak magasságának (a rúd hossza) olyannak kell lennie, hogy kényelmes legyen a munka. Általában az asztallap csípőmagasságban van; ezt figyelembe kell venni.
A támasztékok dőlésszögének beállítása. Az egyes támasztékok aljáról az anyag egy részét úgy kell gyalulni, hogy a láb megdőljön. Az alapterületnek kell lennie kisebb terület felsők (csatlakozási pontok az asztallappal).
A lábak rögzítése. A szerkezet további merevsége és stabilitása érdekében forgócsappal szerelt acél sarkok használata javasolt. A rögzítőelemek alátéttel ellátott csavarok, amelyek fejjel kifelé vannak rögzítve, hogy ne sérüljenek meg a rajtuk végzett munka során.
Támasztó merevítő. Egy másik művelet a nagyobb stabilitás érdekében. Rögzítse a lábakat átlósan az ágy mindkét oldaláról párban.
Ebben elvileg egy egyszerű módszerrel saját kezűleg, rövid időn és pénzen belül jó minőségű kör alakú famegmunkáló gépet készítenek.
Hasznos videó
A teljes gyártási folyamat teljesebb megértéséhez lásd érdekes videó ebben a témában.
Biztonságos munkavégzés körkörös gépen
A házi vágó- vagy fűrészberendezések speciális megközelítést igényelnek a munkához. A következő biztonsági óvintézkedések segítenek elkerülni a sérüléseket.
- Nem kívánatos a csomókkal, kivágásokkal, jegesedésekkel és fémzárványokkal ellátott munkadarabok fűrészelése.
- 2 m-nél hosszabb fa fűrészelésekor állványokat vagy tartókereteket használnak. A fűrészelt anyag átvételéhez szüksége lesz egy személy segítségére az ellenkező oldalról.
- A munkadarab adagolása egyenletesen történik, nyomás és hirtelen mozgások nélkül. Ellenkező esetben a lemez eltörhet vagy beszorulhat a fába.
- A kis méretű anyag többi részét nem lehet ujjal megnyomni - ehhez speciális tolóeszközök vannak.
- A munkafelület tisztítása kefével történik, de nem kézzel.
- Feltétlenül használjon szemüveget, hosszú ujjú ruházatot, és ha szükséges, légzőkészüléket.
- Csere fűrészlap csak a gép kikapcsolt állapotában végezhető.
- Rendszeresen távolítsa el a munkaterület forgács, fűrészpor vagy egyéb hulladék.
- Figyelje a munkaelem fogainak állapotát. Ha be vannak kötve, akkor korongot kell cserélni, vagy élesíteni kell a fogakat. Ellenkező esetben a tárcsarés megnőhet, és a berendezés ismét veszélyessé válik.
Még egy kezdő mester is megbirkózik a házi készítésű kör alakú fagép gyártásával, ha azt előre tervezik fontos pontokat jövőbeli tervezés. Az egység gyártása során ügyeljen a méretek betartására, a kötőelemek megbízhatóságára, az elemek stabilitására. Annak érdekében, hogy a berendezés hosszú ideig szolgálhasson, érdemes a kézi körfűrészek üzemeltetési követelményeitől vezérelni. A fenti ajánlások segítenek meghosszabbítani a telepítés élettartamát.
Hogyan csináld kör alakú asztal saját kezűleg?
- Általános táblázatkövetelmények a körfűrész
- A kézi asztalhoz szükséges anyag és összeszerelés körfűrész
- Néhány hasznos apróság, amit tudnia kell
Vásárláskor körfűrész a leendő mester nem mindig képviseli a maga számára, hogy mennyi munkát kell végeznie ezzel a berendezéssel. Ez az akadály egyik oldala. Másrészt a mester rájön, hogy jobb neki, ha egy körgépet vesz azonnal, de nagyon nehéz olyan sikeres asztalt találni, amely minden követelménynek megfelel.
A kör alakú asztal lehetővé teszi csináld tisztább és simább fűrészvágás.
Így születik egy gondolat csináld asztal egy kézi körfűrészhez saját kezűleg. Ezen a területen az igazi kézműveseknek nincsenek korlátozásai.
Általános táblázatkövetelmények a körfűrész

Körkörös asztalon feszítőeszköz.
A munkafűrész asztalának számos fő követelménynek kell megfelelnie:
Ezen követelmények mellett számos szükséges kritérium amelyeket figyelembe kell venni a körfűrész gépének fejlesztésekor.
- A fűrészfeltét biztonsága és megbízhatósága.
- Kerítés a fűrészlaphoz, ami nagyon gyakran teljesítetlen marad.
- Nyissa meg a hozzáférést a be- és kikapcsológombhoz.
Az eszközök további funkciói a mester követelményeitől és képzettségétől függenek. Ez a készlet olyan tartozékokat tartalmaz, amelyek:
- segíti a sima hosszanti vágást;
- ugyanaz a kiváló minőségű keresztvágás.

Tervezés körfűrész.
A körfűrésszel együtt megvásárolható standard asztal általában rozsdamentes acélból készül. Maga a fűrészgép fejjel lefelé van felszerelve, körülbelül a közepén egy bemetszés vagy rés készül magának a fűrészlapnak a befogadására. Szélességének meg kell egyeznie a használt fűrészlapok szélességével. Ez a rés nem lehet túl széles. Ebben az esetben a forgács és egyéb munkatörmelék gyakran eltömíti a készüléket, ami használhatatlanná teszi.
Vonatkozó technikai paraméterek fűrészgép, amelyet gépi fűrészelésre használnak, motorteljesítménye nagyobb lehet, mint egy hagyományosé Kézifűrész ... De ennek ellenére ne haladja meg az 1200 W-ot, a szakértők ezt a kockázatot indokolatlannak tartják. Hiszen minél erősebb a fűrész, annál tartósabb és megbízható asztal szükséges.
Az ipari gépek, mint már említettük, kizárólag fémből készülnek, de a tartójukat nagyon gyakran cementtel öntik, hogy a készüléket biztonságosabban rögzítsék.
Szükséges anyag és asztal összeszereléshez kézi körlevél fűrészek

Vágja körfűrésszel.
A táblázat elkészítéséhez a következő anyagokat veheti fel:
- 20-50 mm vastag rétegelt lemez;
- plexiüveg;
- üvegszálas lemezek.
Olvasd el ugyanezt
Az üzletben a fűrészek kiválasztásakor a vásárló gyakran figyel ennek az eszköznek a merülési mélységére, ami a feldolgozott anyag maximális vastagságát jelenti. Fel kell tételezni, hogy a használat Kézifűrész az off-label körülbelül 1 cm-es fűrészelési vastagságot vesz igénybe.
A táblázat paraméterei nagymértékben függenek a feldolgozandó felületektől.

Vizsgálat körfűrész.
Ha feltételezzük, hogy a termékek terjedelmesek lesznek, például több mint 2,5 m hosszúak, akkor az asztalt további lábakkal kell megerősíteni.
A kör alakú asztalnak több jellemzője van az összeszerelésben. Az asztallap üres részét külön bekezdésben kell ismertetni.
Tehát az asztallap lábai ugyanabból a rétegelt lemezből készülnek, de nagyobb vastagságúak. A rögzítéshez bilincseket készítenek az asztal mentén vagy keresztben. Ez lehetővé teszi, hogy az asztal merevebb legyen. A stabilitást befolyásolja a lábak helyesen megválasztott hossza, a beépítési hely.
Egyszerű házi készítésű (Csináld magad) körfűrész fugázóval. 1. rész.
Egy körfűrész - összerakó munkás saját kezűleg készült Az új dolog, amit most csinálok, még nincs készen – folytatta.
Házi készítésű körfűrész
Az első házi készítésű gép Házi készítésű termékek asztalosnak.
A táblázat különböző méretű lehet, ezeket a paramétereket a varázsló önállóan határozza meg. Például:
- borító 70x80 cm;
- magassága 110 cm.
Asztalfedő: mennyi haszna lehet

Pályázati séma körfűrész.
Magához a fűrészhez, az asztallap választott vastagságától függően, körülbelül 1 cm mélységű fűrészvágást végeznek, amely a készülék munkaasztalának a kerület mentén történő rögzítésére szolgál. Annak érdekében, hogy neki csináld, egy vonalzó, egy egyszerű ceruza és maga a kézifűrész segítségével jelölje meg a helyet, ahol az eszköz elhelyezkedni fog.
Számos lehetőség van a fűrész asztalhoz rögzítésére. Minden attól függ, hogy mi a cél. Ha valaki azt szeretné, hogy a fűrészt szükség esetén szabadon szétszereljék, a rögzítésnek ezt lehetővé kell tennie, ugyanakkor megbízhatónak kell lennie.
Ehhez a fűrész munkafelületének megjelölt kerülete körül hornyokkal ellátott határolórudakat szerelnek fel zárt keret kialakítása nélkül. Ez rögzíti a kézi fűrészt. De ez a beállítás kis mennyiségű munkára és a lemezfordulat alacsony sebességére alkalmazható.
Több megbízható rögzítés hasonlóan néz ki, de ezzel a rögzítéssel a rudak kisebbek: nem 4, hanem 6 vagy 8, mindegyik az ágy meghatározott szakaszához van rögzítve, és ha szükséges, a mesternek ki kell csavarnia a csavarokat minden ilyen rúd közelében. . Néhány javítani kör alakú nélkül fagerendák egyenesen az asztalhoz csavarva lyukakat készítve az ágyon.
Az asztallapot megfordítva láthatja a nyílást, amelyből a fűrészlap kilóg. A telepítés a lemezplatform reteszelő funkcióját használja.
Tud csináld a fűrészasztalon van egy nyílás egy kivehető hasítókés számára, ami egy bilinccsel lesz rögzítve a fűrész mellé alulról.
Vezetők hosszanti és keresztirányú vágásokhoz
Az asztalnak vezetőkkel kell rendelkeznie, gyártásukhoz alumínium szerkezetű U alakú síneket használnak. Nyitott éllel az asztalhoz kapaszkodnak. Ezt követően a kiegészítő rögzítőelemek elmozdulnak rajtuk, lehetővé téve a pontosabb vágások végrehajtását.
Először a fűrész mentén lévő sínt kell beépíteni. A párhuzamos vezetősínek az asztal szélein futnak, magára a fűrészre merőlegesen. Maguk a vezetők is rétegelt lemezből készülnek.
Hogyan készítsünk keresztmetszeteket?

Olvasd el ugyanezt
Gérvágó doboz számára körfűrész.
A keresztvágásokhoz leggyakrabban egy rudat használnak, amely úgy néz ki, mint egy kis asztal. Fordított, 2 párhuzamos talppal és egy résszel rendelkezik, amelyen keresztül a fűrészlap áthaladhat. Ha minden szög teljesült, a vágás szigorúan merőleges lesz.
A fűrészelés keresztirányának megoldása lehet még egy érdekes lehetőség... A rudak alulról rétegelt lemezre vannak rögzítve (kicsit nagyobb, mint az asztal). Ezeket egyértelműen az asztal szélességében kell elhelyezni. A tábla tetejéről 2 párhuzamos lemez van rögzítve, amelyek magasabban vannak, mint a fűrészlap, és nyílásokkal rendelkeznek az áthaladáshoz. Az eredmény ugyanaz, de ez a megoldás könnyebben megvalósítható.
Ezenkívül az asztallap mindkét vezetőn vonalzóval is felszerelhető.
Néhány hasznos apróság, amit tudni kell
Körlevél engedélyezése Kézifűrész többféleképpen is megtehető.
A legegyszerűbb és leghelytelenebb: a tápkapcsoló gomb rögzítése után csatlakoztassa közvetlenül a hálózathoz, ha szükséges, válassza le. Ez 2 okból ellenjavallt:
- nem biztonságos a mester életére és egészségére nézve;
- égéssel fenyegeti a fűrészmotort.
A második módszer talán a legelterjedtebb. Minden javítva van, de a fűrész nem kapcsol be a hálózatba, hanem az adapterbe a leállító gombbal.
A harmadik módszer a leghelyesebb, de ezzel érvénytelenítheti a készülék tulajdonosát a rá vonatkozó garanciától. Az asztallapra egy műanyag üreget kell vinni a be- és kikapcsoló gombokhoz. Cserélje ki a csatlakozó vezetéket egy olyan vezetékre, amely közvetlenül ezekhez a gombokhoz csatlakozik. Biztonságos mind a mester, mind a fűrész számára.

A gép elejének összeszerelése.
Valójában egyáltalán nem szükséges, hogy a fűrészt pontosan az asztal aljára szereljék fel. Sokféle módot találtak ki arra, hogy a kör alakú kiegészítő eszközökkel a tetejére mozgatható. Tehát, ha a körfűrész talpa az egyik oldalon speciális platformmal van felszerelve, miután egy körülbelül 1 cm magas alumínium téglalap alakú csőből előzetesen gumiabroncsot készített, és a vágással szigorúan párhuzamosan rögzítette a fűrészelni kívánt felületre, pontos vágást tud készíteni. Ez annak a ténynek köszönhető, hogy a fűrész a platform segítségével a gumiabroncs mentén mozog anélkül, hogy megváltoztatná a vágás szélétől való távolságot.
Sokféle körfűrész létezik. Van egy vezérelt eszközük, amely a fűrészt a munkadarab felett tartja, és ha szükséges, leengedik.
Nem szabad megfeledkeznünk arról, hogy vásárolhat egy álló asztalt fűrésszel.
Ebben a részben szeretnék néhány szót szólni magukról a fűrészlapokról. Ők:
- hosszirányú fűrészeléshez;
- keresztvágáshoz;
- egyetemes.
Az első 2 típusú korong az élezés módjában különbözik. Keresztmetszetű munkához az úgynevezett negatív élezési szöget használják.
Ha a mester nem tudja, hogy pontosan mit fog vágni, vagy a termékválaszték különböző irányú fűrészelést igényel, ajánlott univerzális pengék használata. Ezzel elkerülheti a fűrészlapok gyakori cseréjének szükségességét. Ezeknek a korongoknak a fogai kiváló anyagból készülnek.
Először is a hobbimról mesélek. Szeretek bütykölni: saját kezűleg megalkothatja azokat a dolgokat, amelyekre szüksége van a házban, amelyek növelik a kényelmet és díszítik otthonát. Különösen szeretek fával dolgozni - asztalos, asztalos. A munka felgyorsítása és minőségének javítása érdekében a „segítő” használatának vágya volt a fő motívum a bemutatott asztalosipari nyersanyagok előállítására szolgáló kombinált gép, vagy mondhatni egy famegmunkáló mini-komplexum létrehozásához.
Gyakorlati, bár csekély tapasztalatom ipari gépeken, mind famegmunkálásban, mind fémvágásban nagyon hasznosnak bizonyult ennek a minikomplexumnak a tervezésénél és gyártásánál. Most a segítségével sokféle feldolgozást végezhet: fűrészelés (a szálak hossz- és keresztirányában egyaránt); gyalulás; fatermékek csiszolása és polírozása, esztergálása és fúrása (és soha nem tudhatod, mi más - nehéz mindent felsorolni) és bizonyos műveletek még fémnél is.
A minikomplexum két, általában független gépből áll (kivéve, hogy az első a második alapjaként vagy támaszaként szolgál). Az első egy körfűrész elektromos fugázóval. A második egy eszterga- és fúrógép.
Ma az elsőről fogunk beszélni. Tekintsük részletesebben a készülékét. Mindenekelőtt azonban megjegyzem, hogy úgymond egy aggregált séma szerint tervezték (illesztőkések és Körfűrész közös hajtásuk van, és egy működő tengelyre vannak rögzítve - a rotorra). Ezzel a megoldással egyszerűbbé és technológiailag fejlettebbé tudtam tenni a tervezést, ami kétségtelenül befolyásolta a fő alkatrészek és szerelvények ésszerű elhelyezését. Ebben a gépben mind ipari gyártású, mind pedig profik által megrendelt és természetesen elkészített egységek találhatók saját kezemmel... Vannak még szokatlan részletek is, például a gép tartó része - a keret, nem más, mint a régi "lábak" varrógép... És gyakorlatilag változtatás nélkül sikeresen illeszkedtek a teljes szerkezetbe, pontosabban a gépasztal szélességét a megfelelő méretre állítottuk. Az ágy fő részei (oldallécek, kereszttartók, távtartók) az 5-ös csatornából készültek. Mind a keret, mind az ágyszerkezetek hegesztettek.
A gépre szerelt háromkéses forgórész kétoldalas (kétélű) fugavágó késekkel, keményfém csapokkal ellátott fűrészlapokkal, különféle eszközökkel lehetővé teszi a kiváló minőségű fűrészáruból készült termékek előállítását. A gyalulás (gyalulás) módban a megmunkált felület szélessége 260 mm, a fogásmélység pedig legfeljebb 2 mm.

Fuga és körfűrész meghajtás

Asztalok (bemeneti és kimeneti), illesztő és vezérlőpanel (az előtérben)
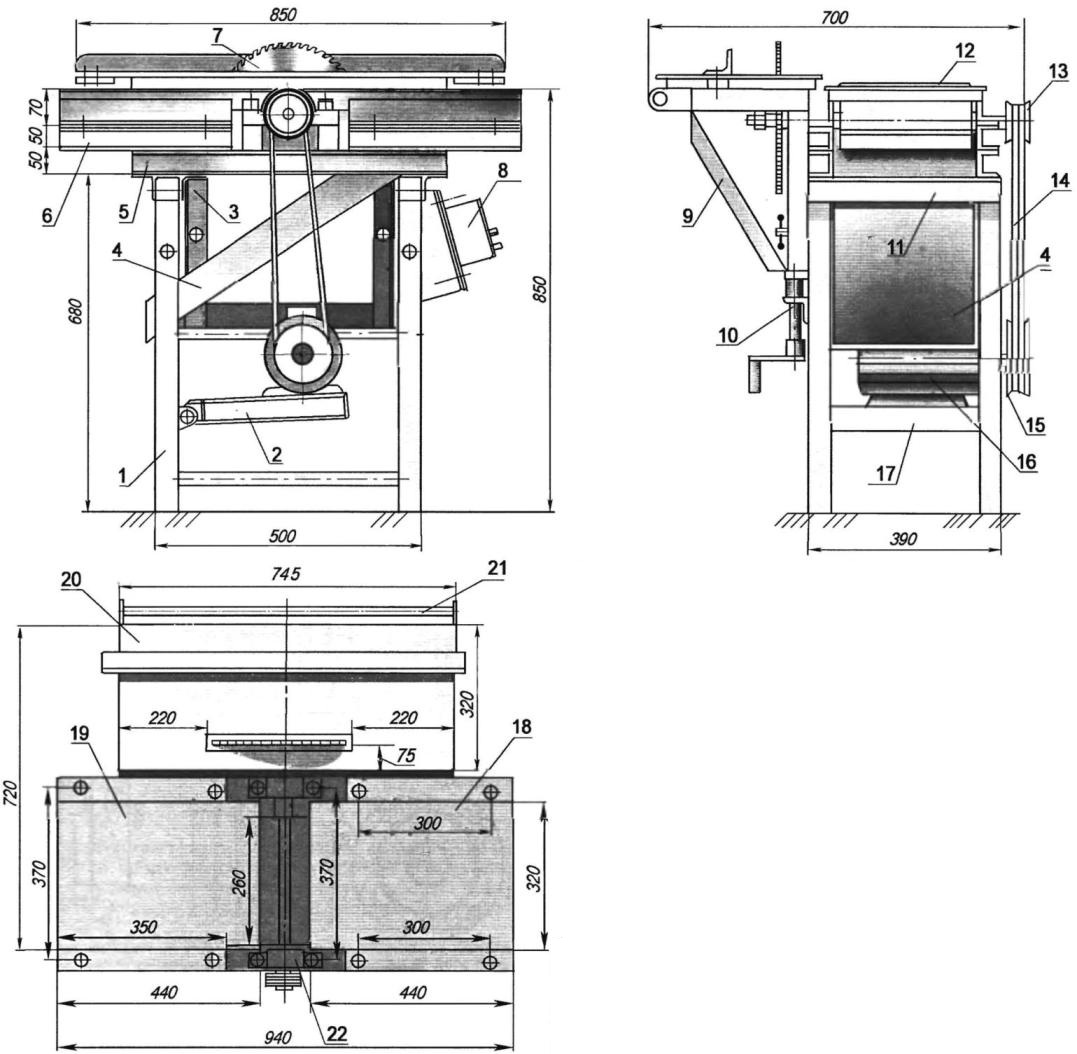
Famegmunkáló fuga és "kör alakú" (kattintson a nagyításhoz): 1 - keret (talptól). varrógép, sajtolt acél csatorna 50x50x50, 4 db .; 2 - csuklós almotor platform; 3 - kiegészítő keretállvány a "kör alakú" emelőasztal rögzítéséhez (sarok 50x50, 2 db; 4 - tálca (durális lap s1,5); 5 - hosszirányú oldalrúd (gördülőcsatorna sz. 5,2 db ; 6 - alul- asztali távtartó alátét (5-ös gördülő csatorna, 4 db; 7 - körfűrész (Ø300x32); 8 - vezérlőpult; 9 - a körkörös emelőasztal segédkerete (5. sarok); 10 - a körasztal emelő mechanizmusa (emelő); 11 - keresztirányú oldal (5-ös gördülőcsatorna, 2 db; 12 - csukló; 13 - hajtott szíjtárcsa; 14 - ékszíj (2 db; 15 - ékszíj meghajtó tárcsa; 16 - villanymotor (N = 3 kW, n = 1500 ford./perc, U = 380 V); 17 - keresztmerevítő (acél profil, 4 db; 18 - csuklós leszállóasztal; 19 - gyalu felszálló asztal; 20 - körkörös emelés asztal; 21 - vágószerkezet vezető (cső Ø17 ); 22 - a munkatengely csapágyháza (2 db.
A forgórész (vagy munkatengely) a gép legfontosabb, összetett és legfontosabb része. Ezenkívül gyakori a fuga és a kör alakú. A fehérorosz Grodno városából származó V. Avtukh "Kicsi, de univerzális" című cikkében megjelent rajzok szerint készítettem (vagy inkább rendeltem egy esztergagépet, majd egy marógép-kezelőt) a "Modelist-constructor" folyóiratban. 2003. évi 11. sz. De mivel ez a részlet nagyon fontos, és a kiadvány is elég hosszú volt, ismét megadom a rotor rajzát, főleg, hogy saját magam változtattam rajta: például meghosszabbítottam a késeket, és ennek megfelelően a rotort, ülések(csonkok) egyéb csapágyakhoz stb.
A magazin ugyanebben a számában "kémleltem" a "kör" asztal emelő mechanizmusát is - magasságának beállításával a gépen, a körfűrészt megfelelő maróval (vagy ugyanazzal a fűrésszel egy vagy több menetben) ), választhat különböző méretű hornyokat, "negyedeket" és hajtásokat.
A fűrészlap átmérője 300 mm, és egy menetben akár 80 mm-es maximális vágási magasságot (vagy horonymélységet) tesz lehetővé. A tábla éleinek különböző szögben történő levágását a körfűrész munkaasztalának szélére szerelt eszköz segíti. Ez a csúszó mechanizmus (szánkónak fogom hívni) nagyon kényelmes a tábla végéleinek feldolgozásakor.
Megbízhatóság ezt a gépet egy másik gép - egy esztergagép - létrehozása során tesztelték. Az ágyán dolgozva, egymás után három órán keresztül hosszirányú vezető hosszúkás lyukakat (hornyokat) vágtam a csatornáinak felső polcaira a fűrészlap helyére szerelt vágókorongok segítségével, majd lecsiszoltam azokat.

Összekötő asztal: 1 - hosszanti pántoló elem (sarok 45x45, 2 db .; 2 - hátsó hevederelem (sarok 45x45); 3 - első hevederelem (sarok 45x45); 4 - asztallap (acéllemez S5)

Almotor-platformváz: 1 - hosszanti hevederelem (nyomott acél csatorna No. 5, 2 db; 2 - keresztirányú hevederelem (bélyegzett acél csatorna No. 5,2 db; 3 - váz felfüggesztő fűzőszem (acéllemez S5, 2 db) ...

Összekötő és körfűrész rotor (kattintson a nagyításhoz): 1 - M8 csavar rugós alátéttel; 2 - tartó alátét O35x25 (acél, lap s4); 3 - hajtott kettős hornyú szíjtárcsa; 4 - csapágyház burkolat (2 db; 5 csapágy 18037 (2 db; 6 - csapágyház (2 db; 7 - rotor (acél 45); 8 - nyomótárcsa; 9 - fűrészlap; 10 szorító alátét)) ; 11 - М20 anya; 12 késes szorítórúd (3 db; 13 illesztőkés, 3 db; 14 - távtartó (M6 csavar, 12 db.
Körfűrész emelőasztal munkadarab-vágó mechanizmussal
Az ágy közepére (hosszának fele) egy munkatengely van beépítve, melynek csapágyszerelvényei 70 mm hosszú M20x1,5 csavarokkal vannak rögzítve. A tengelyt balról hajtják. A dolgozó oldaláról nézve a bal oldal a gyalufej vágófeje. A jobb oldalon egy 32 mm átmérőjű tengelycsap található. Az elvégzett művelettől függően felszerelhető: körfűrésszel, maróval, csiszolóval, köszörű- vagy vágókoronggal. Fontos! A szerszámot a tengelyhez rögzítő anya jobbmenetű. Munkafelület A szerszámgép három acéllemezből (asztalból) van kialakítva. A gyalu forgórészének (tengelyének) oldalán két lemez található. Az első a fogadó asztal, amely közelebb van az asztaloshoz, a második a kimenő asztal. Mindkét asztal egyforma méretű. A felszállóasztalnak nincs speciális mechanizmusa a vágószerszámhoz képesti magasság beállítására, és ezt a műveletet szükség szerint acél alátétekkel hajtják végre.
Az asztalok felületei 5 mm vastag acéllemezből készültek, fordított tálcák (vagy hornyok) formájában, 45x45 sarkú keretbe szerelve és azokhoz hegesztve.
A körfűrészasztal ezzel szemben a beépített emelőszerkezet segítségével a fűrészlaphoz viszonyított magassága működés közben könnyen állítható. A "kör alakú" asztal jobb oldalán, egy hosszvezetőn egy szögbeállító skálával ellátott mechanizmus található, amellyel a deszkák végeit le lehet vágni, és nem csak derékszögben, hanem tetszőlegesen. másik szög. Ez a mechanizmus a kézi fémfűrész megfelelő eszközén alapul.
Vegye figyelembe, hogy a leírt eszköz könnyen eltávolítható: eltávolítható vagy leengedhető. A hosszvezető anyagból készült acélcső 17 mm átmérőjű, a körfűrészasztal szélein lévő konzolokkal-fülekkel rögzíthető.
Ugyanannak az asztalnak az oldalán, M10-es csavarokkal ellátott nyomórudak segítségével, az asztalhoz 50x50 mm-es acél gördülési szögből készült vezetőrúd van rögzítve. A fűrészlap és a rúd távolsága határozza meg a vágandó munkadarab szélességét. És maga a rúd segít fenntartani egy adott szélességet a munkadarab teljes hosszában anélkül, hogy megjelölné az utóbbit.

Az asztal "kör alakú" emelésének és a vezetőlemez asztalához való rögzítésének mechanizmusa (kattintson a nagyításhoz): 1 - keret, 2 - a keret tartós kereszttartója (50x50 sarok); 3 - emelő (csavar M20x2); 4 - az emelőasztal tartós kereszttartója (45x45 sarok); 5 - emelőasztal ütköző (speciális csavar М12х1,5,2 db; 6 - körfűrész; 7 - vezetőléc; 8 - fiókoldal (sarok 40x40, 4 db .; 9 - emelő asztali állvány (sarok 40x40, 2 db). ; 10 - merevítő (sarok 40x40, 2 db; 11 - asztallap; 12 - kiegészítő keretállvány; 13 - nyomórúd (acél, 2 db .; 14 - fél hajtű M10 anyával (2 készlet; 15 - speciális csavar) M10, 2 db

A nyersdarabok burkolatának mechanizmusa (a részletek a 3, 4, 6 tételben a kézi fémfűrészhez használatosak) (kattintson a nagyításhoz): 1 - alap (s15 tábla); 2 - stop (s18 tábla); 3 - rack (acél); 4 - skálával ellátott lemez (acél); 5 - a lemez rögzítése az alaphoz (csavar М8,2 db .; 6 - ütköző (speciális anya М8 recésekkel); 7 - a perselyek rögzítése az alaphoz (M8 anya, 2 db .; 8 - emelőasztal "kör alakú" ; 9 - konzol rögzíti a vezetőt az asztalhoz (acéllemez s5, 2 db; 10 - vezetőrúd (cső Ø17); 11 - hátlap (acél, lap s5); 12 - persely (acél, 2 db; 13 - a vezetőrúd rögzítése (M12 csavar, 2 db
A forgórészt - a munka (szerszám) tengelyt - kétszálú ékszíj hajtómű hajtja (bár a gyakorlatban csak egy szíjat használok) háromfázisú (380 V) villanymotorról, 3 kW teljesítményű és egy 1500 ford./perc fordulatszám. A motor alul, a vázon belül található, és elfordíthatóan egy felfüggesztett konzolos segédvázra van felszerelve, ami lehetővé tette a szíjfeszesség problémájának megoldását kiegészítő görgő nélkül. Az anyag minőségi feldolgozásának biztosítása érdekében a munkatengely forgási sebességét a gyorsuló ékszíj átvitel miatt megnövelték. A hajtásnál a motortárcsa átmérője másfélszer nagyobb, mint a munkatengely-tárcsa átmérője, ezért a kés rotor és a körfűrész körülbelül 2250 ford./perc szögsebességgel forog. A villanymotor tápellátása négyeres kábelen keresztül történik, a vezetékezés minden biztonsági követelménynek megfelelően történik, a váz földelt. Rövidzárlat vagy túlterhelés esetén az önindító szinte azonnal képes kikapcsolni az áramot automatikus üzemmódban. Munka után a gépet áramtalanítani kell, meg kell tisztítani a fűrészportól és a portól.
A gép hat éve működik. Szokásos karbantartást végzek: csapágyszerelvényeket fecskendővel befecskendezem, a fugavágó kések használhatóságát, a fűrészlap fogak állapotát, megvizsgálom a hajtó ékszíjakat és a gép tápkábeleit.
Nem lesz felesleges emlékeztetni arra, hogy a gép a fokozott veszélyt jelentő mechanizmusok közé tartozik. Forgó alkatrészek és nem használtak vágó eszközök rögzített burkolatokkal kell lefedni. A gépen végzett munka a legnagyobb odafigyelést, a biztonsági előírások betartását igényli. Ne rohanjon, ne használjon erőt a folyamat felgyorsítására, dolgozzon saját örömére. Az asztalos munkahelye legyen jól megvilágított, a gép körüli tér kellően szabad legyen, a padlóburkolat ne legyen csúszós.
Nehéz elképzelni egy asztalosműhelyt körfűrész nélkül, hiszen a legalapvetőbb és legelterjedtebb művelet éppen a munkadarabok hosszirányú fűrészelése. Ebben a cikkben megvitatjuk, hogyan készítsünk házi körfűrészt.
Bevezetés
A gép három fő szerkezeti elemből áll:
- bázis;
- fűrészasztal;
- párhuzamos ütköző.
Maga az alap és a fűrészasztal nem túl bonyolult szerkezeti elemek. Kialakításuk kézenfekvő és nem is olyan bonyolult. Ezért ebben a cikkben a legnehezebb elemet vesszük figyelembe - a párhuzamos hangsúlyt.

Tehát a párhuzamos ütköző a gép mozgatható része, amely a munkadarab megvezetése, és ezen a részen mozog a munkadarab. Ennek megfelelően a vágás minősége a párhuzamos ütközőtől függ, mivel ha az ütköző nem párhuzamos, akkor vagy a munkadarab, vagy a fűrészek íve beszorulhat.
Ezenkívül a körfűrész párhuzamos ütközőjének meglehetősen merev szerkezetnek kell lennie, mivel a mester erőket fejt ki, rányomva a munkadarabot az ütközőre, és ha az ütközőt elmozdítják, ez nem párhuzamossághoz vezet a fent jelzett következményekkel.

Létezik különféle kivitelek párhuzamos ütközők, a körasztalhoz való rögzítés módjától függően. Itt van egy táblázat ezen opciók jellemzőivel.
| Rip kerítés kialakítása | Előnyök és hátrányok |
| Kétpontos rögzítés (elöl és hátul) | Előnyök:· Meglehetősen merev kialakítás · Lehetővé teszi, hogy az ütközőt bárhol elhelyezze a kör alakú asztalon (a fűrészlaptól balra vagy jobbra); Nem igényli magának az útmutatónak a masszívságát Hiba:· A rögzítéshez a művezetőnek az egyik végét a gép elé kell szorítania, és meg kell kerülnie a gépet és rögzítenie kell az ütköző másik végét. Ez nagyon kényelmetlen a kívánt leállási helyzet kiválasztásakor, és gyakori átkapcsolás esetén jelentős hátrányt jelent. |
| Egypontos rögzítés (elöl) | Előnyök:· Kevésbé merev kialakítás, mint az ütköző két ponton történő rögzítésekor · Lehetővé teszi, hogy az ütközőt bárhol elhelyezze a kör alakú asztalon (a fűrészlaptól balra vagy jobbra); · Az ütköző helyzetének megváltoztatásához elegendő azt a gép egyik oldalán rögzíteni, ahol a fűrészelési folyamat során a mester tartózkodik. Hiba:· Az ütköző kialakításának masszívnak kell lennie, hogy biztosítsa a szükséges szerkezeti merevséget. |
| Rögzítés a kör alakú asztal nyílásába | Előnyök:· Gyors átállás. Hiba:· A kialakítás összetettsége, · A körasztal kialakításának gyengülése, · A fűrészlap vonalától fix pozíció, · Meglehetősen összetett kialakítás saját készítésű, főleg fából (csak fémből). |
Ebben a cikkben elemezzük a párhuzamos ütköző kialakításának lehetőségét egy kör alakú, egy rögzítési ponttal.
Felkészülés a munkára
A munka megkezdése előtt el kell döntenie a szükséges készletet eszközök és anyagok, amelyekre a folyamatban szükség lesz.
A következő eszközöket fogják használni a munkához:
- Körfűrész vagy használható.
- Csavarhúzó.
- bolgár (Szögcsiszoló).
- Kéziszerszámok: kalapács, ceruza, négyzet.
A munka során a következő anyagokra is szüksége lesz:
- Furnér.
- Tömör fenyő.
- 6-10 mm belső átmérőjű acélcső.
- 6-10 mm külső átmérőjű acélrúd.
- Két alátét megnövelt felülettel és 6-10 mm belső átmérővel.
- Önmetsző csavarok.
- Asztalos ragasztó.
A körgép ütközőjének kialakítása
Az egész szerkezet két fő részből áll - hosszanti és keresztirányú (vagyis - a fűrészlap síkjához képest). Ezen részek mindegyike mereven kapcsolódik a másikhoz, és van összetett kialakítás amely egy sor alkatrészt tartalmaz.



A szorítóerő elég nagy ahhoz, hogy biztosítsa a szerkezeti szilárdságot és biztonságosan tartsa a teljes hasítókerítést.

Más szemszögből.

Az összes rész általános összetétele a következő:
- A keresztirányú rész alapja;
- Hosszirányú rész
- , 2 db.);
- A hosszanti rész alapja;
- Szorító
- Excentrikus fogantyú
Körkörös gyártás
Nyersdarabok elkészítése

Néhány dolgot érdemes megjegyezni:
- a sík hosszirányú elemek tömör fenyőből készülnek, mint más alkatrészek.





Fúrjon egy 22 mm-es lyukat a végén a fogantyú alatt.

Ezt célszerűbb fúrással megtenni, de akár csak szöggel is megtölthetjük.

A munkához használt körfűrész házi készítésű mozgatható kocsit használ (vagy másként elkészítheti a sietősen"Egy hamis asztal), amelyet nem kár deformálni vagy elrontani. Ebbe a hintóba a megjelölt helyen szöget verünk és leharapjuk a kupakját.



Ennek eredményeként egy lapos hengeres munkadarabot kapunk, amelyet szalaggal vagy excenteres csiszolóval kell megmunkálni.

Fogantyút készítünk - ez egy 22 mm átmérőjű és 120-200 mm hosszú henger. Majd beleragasztjuk az excenterbe.

Az útmutató keresztirányú része
Elkezdjük elkészíteni az útmutató keresztirányú részét. Amint fentebb említettük, a következő részletekből áll:
- A keresztirányú rész alapja;
- Felső keresztirányú szorítórúd (ferde végű);
- Alsó keresztirányú szorítórúd (ferde véggel);
- A keresztirányú rész vég (rögzítő) csíkja.
Felső keresztirányú szorítórúd
Mindkét szorítócsíkok- a felső és az alsó egyik vége nem 90°-os egyenes, hanem ferde ("ferde"), 26,5°-os (pontosabban 63,5°-os) szöggel. Ezeket a szögeket már megfigyeltük nyersdarabok vágásakor.

A felső keresztirányú szorítórúd arra szolgál, hogy az alap mentén mozogjon, és tovább rögzítse a vezetőt az alsó keresztirányú szorítószalaghoz nyomva. Két nyersdarabból van összeállítva.






Mindkét szorítószalag készen áll. Ellenőrizni kell a mozgás simaságát, és el kell távolítani minden olyan hibát, amely zavarja a sima csúszást, emellett ellenőrizni kell a lejtős élek feszességét; nem lehetnek rések és repedések.
A szoros illeszkedésnél a csatlakozás szilárdsága (a vezető rögzítése) maximális lesz.

A keresztirányú egész rész összeszerelése



A vezető hosszirányú része
Összes hosszanti rész tartalmazza:
- , 2 db.);
- A hosszanti rész alapja.
Ez az elem abból a tényből készült, hogy a felület laminált és simább - ez csökkenti a súrlódást (javítja a csúszást), valamint sűrűbb és erősebb - tartósabb.

A nyersdarabok kialakításának szakaszában már méretre vágtuk őket, csak az élek finomítása maradt. Ez szegélyszalaggal történik.

A szegélyezési technológia egyszerű (akár vasalóval is ragasztható!) És érthető.
A hosszanti rész alapja



Ezenkívül rögzítse önmetsző csavarokkal. Ne felejtse el betartani a 90°-os szöget a hosszanti és függőleges elemek között.

A keresztirányú és hosszanti részek összeszerelése.


Pont itt NAGYON!!! fontos betartani a 90°-os szöget, mert ettől függ a vezető párhuzamossága a fűrészlap síkjával.


Excentrikus beépítés





Az útmutató telepítése
Ideje az egész szerkezetünket egy kör alakú gépen rögzíteni. Ehhez rögzítenie kell a keresztütközőt a kör alakú asztalhoz. A rögzítést, mint máshol is, ragasztóval és önmetsző csavarokkal végezzük.



… És tekintse befejezettnek a munkát – a körfűrész saját kezűleg készen áll.
Videó
A videó, amelyen ez az anyag készült.



