Házi hegesztő inverter a latr -ból. Hegesztőgép laboratóriumi autotranszformátor latr2 -ből
A kompakt és ugyanakkor meglehetősen megbízható, olcsó és könnyen gyártható "hegesztőtől" egyetlen kézműves, otthonos tulajdonos sem tagadja meg. Különösen, ha rájön, hogy ez az eszköz könnyen frissíthető 9 amp(szinte mindenki számára ismerős az iskolai fizika órákról) LATR2 laboratóriumi autotranszformátor és egy házilag készített tirisztoros mini-szabályozó egyenirányító híddal. Lehetővé teszik nemcsak a 220 V -os feszültségű váltakozó áramú háztartási világítási hálózathoz való biztonságos csatlakozást, hanem az elektródon az Uw megváltoztatását is, és ezért a hegesztőáram kívánt értékének kiválasztását.
Az üzemmódokat potenciométerrel lehet beállítani. A C2 és C3 kondenzátorokkal együtt fázisváltó láncokat képez, amelyek mindegyike a félciklusa során kiváltva megnyitja a megfelelő tirisztort egy bizonyos ideig. Ennek eredményeként a T1 hegesztés elsődleges tekercselése 20-215 V -ra állítható. A szekunder tekercsben átalakítva a szükséges -Usv lehetővé teszi, hogy könnyen meggyújtsa az ívet a hegesztéshez váltakozó (X2, X3 kapcsok) vagy egyenirányított (X4, X5) áram.
Hegesztő transzformátor a széles körben elterjedt LATR2 (a) alapján, csatlakoztatása a főhöz elektromos diagram saját készítésű, állítható készülék váltakozó vagy egyenáramú hegesztésre (b), valamint egy feszültségdiagram, amely elmagyarázza az elektromos ívégési mód tranzisztorvezérlőjének működését.
Az R2 és R3 ellenállások megkerülik a VS1 és VS2 tirisztorok vezérlőáramköreit. A C1, C2 kondenzátorok elfogadható szintre csökkentik az ívkisüléssel járó rádió interferenciát. Az R1 áramkorlátozó ellenállással rendelkező neonlámpát HL1 fényjelzőként használják, jelezve, hogy a készülék be van kapcsolva a háztartási elektromos hálózatba.
A "hegesztő" csatlakoztatásához a lakás vezetékéhez hagyományos X1 dugót használnak. De jobb egy erősebb elektromos csatlakozót használni, amelyet általában "Euro plug-Euro aljzatnak" neveznek. SB1 kapcsolóként pedig egy VP25 "zsák" alkalmas, amelyet 25 A áramerősségre terveztek, és lehetővé teszi mindkét vezeték egyidejű megnyitását.
Amint a gyakorlat azt mutatja, nincs értelme semmilyen biztosítékot (túlterhelésgátló gépet) felszerelni a hegesztőgépre. Itt ilyen áramokkal kell megküzdenie, ha túllépik, a hálózat lakásba történő bemenetén lévő védelem szükségszerűen működik.
A másodlagos tekercseléshez a LATR2 alapból a burkolatot, az áramgyűjtő csúszkát és a rögzítő szerelvényeket eltávolítják. Ezután a meglévő tekercselésre 250 V -ot (a 127 és 220 V csapok nem igényelnek) kell alkalmazni megbízható szigetelés(például lakkozott ruhából), amelynek tetejére másodlagos (lefelé) tekercset helyeznek.
És ez egy 70 mm -es szigetelt réz- vagy alumínium busz, amelynek átmérője 25 mm2. Elfogadható több szekunder tekercselés párhuzamos vezetékek azonos teljes keresztmetszettel.
A tekercselés kényelmesebb két ember számára. Míg az egyik, hogy ne sértse meg a szomszédos fordulatok szigetelését, óvatosan húzza és fektesse le a vezetéket, a másik tartja a jövő tekercsének szabad végét, megvédve azt a csavarástól.
A továbbfejlesztett LATR2 védő fém burkolatba kerül szellőzőnyílások, amelyen 10 mm -es getinaxból vagy üvegszálból készült áramköri lap van, SB1 csomagkapcsolóval, tirisztoros feszültségszabályozó (R6 ellenállással), HL1 fényjelző a készülék hálózatba való bekapcsolásához és kimeneti csatlakozók hegesztéshez váltakozó (X2, X3) vagy állandó (X4, X5) áram.
Az alapvető LATR2 hiányában helyettesíthető házi "hegesztővel", transzformátor acélból készült mágneses maggal (45-50 cm2-es magrész). Elsődleges tekercselésének 250 fordulatot kell tartalmaznia 1,5 mm átmérőjű PEV2 huzalból. A másodlagos nem különbözik a modernizált LATR2 -től.
A kisfeszültségű tekercs kimenetén egyenáramú egység VD3-VD10 tápdiódákkal van felszerelve egyenáramú hegesztéshez. Ezen szelepek mellett az erősebb analógok is elfogadhatók, például a D122-32-1 (egyenirányított áram-32 A-ig).
A teljesítménydiódákat és tirisztorokat radiátorokra, hűtőbordákra szerelik fel, amelyek mindegyikének területe legalább 25 cm2. Az R6 beállító ellenállás tengelyét kihozzuk a házból. A fogantyú alatt egy mérleg található, amely a közvetlen és váltakozó feszültség meghatározott értékeinek megfelelő osztásokat tartalmaz. És mellette egy táblázat a hegesztőáram függésétől a transzformátor szekunder tekercsének feszültségétől és a hegesztő elektróda átmérőjétől (0,8-1,5 mm).
Természetesen elfogadhatók a 0,5-1,2 mm átmérőjű szénacél "huzalrúdból" készült házi elektródák is. 250-350 mm borítású munkadarabok folyékony üveg- szilikát ragasztó és zúzott kréta keverékével, hagyva a hegesztőgéphez való csatlakozáshoz szükséges védetlen 40 mm -es végeket. A bevonatot alaposan megszárítják, különben hegesztés közben "lőni" kezd.
Bár hegesztéshez váltakozó (X2, X3 kapocs) és állandó (X4, X5) áramot is használhat, a hegesztők véleménye szerint a második lehetőség előnyösebb az elsőnél. Ezenkívül a polaritás fontos szerepet játszik. Különösen akkor, ha a "plusz" fel van helyezve a "földre" (hegesztett tárgy), és ennek megfelelően az elektróda a "mínusz" jellel van a terminálhoz csatlakoztatva, akkor az úgynevezett előre irányuló polaritás következik be. Jellemzője, hogy több hő szabadul fel, mint fordított polaritással, amikor az elektróda az egyenirányító pozitív termináljához van csatlakoztatva, és a "tömeg" - a negatívhoz.
Fordított polaritást használnak, ha csökkenteni kell a hőtermelést, például vékony fémlemezek hegesztésekor. Az elektromos ív által kibocsátott szinte minden energiát hegesztési varrat kialakítására fordítják, ezért a behatolási mélység 40-50 százalékkal nagyobb, mint azonos nagyságú, de egyenes polaritású áram esetén.
És még néhány nagyon nélkülözhetetlen funkciók... Az íváram növekedése állandó hegesztési sebesség mellett a behatolási mélység növekedéséhez vezet. Ezenkívül, ha a munkát váltakozó áramon végzik, akkor a megnevezett paraméterek közül az utolsó 15-20 százalékkal kevesebb lesz, mint fordított polaritású egyenáram használata esetén.
A hegesztési feszültség kevés hatással van a behatolási mélységre. De a varrat szélessége az Usv -től függ: a feszültség növekedésével nő.
Ezért fontos következtetés azok számára, akik mondjuk hegesztésben vesznek részt karosszéria javításakor utas kocsi vékony acéllemezből: a legjobb eredményt hegesztéssel érheti el fordított polaritású egyenárammal, minimális (de elegendő a stabil ívégetéshez) feszültséggel.
Az ívet a lehető legrövidebb ideig kell tartani, az elektródát ezután egyenletesen elfogyasztják, és a hegesztendő fém behatolási mélysége maximális. Maga a varrat tiszta és tartós, gyakorlatilag salakzárványoktól mentes. És megvédheti magát az olvadék ritka fröccsenéseitől, amelyeket a termék lehűlése után nehéz eltávolítani, ha a hővel érintett felületet krétával dörzsöli (a cseppek legurulnak anélkül, hogy a fémhez tapadnának).
Az ív gerjesztését kétféleképpen hajtjuk végre (miután a megfelelő -Usv -t felvittük az elektródára és a "tömegre"). Az első lényege az elektróda könnyű érintése a hegesztendő részekkel, majd 2-4 mm-es eltávolítása oldalra. A második módszer hasonlít a gyufára ütésre egy doboz fölé: az elektródát a hegesztendő felületre csúsztatva azonnal kis távolságra eltávolítják.
Mindenesetre el kell kapnia az ív pillanatát, és csak ezután, simán mozgatva az elektródát az azonnal kialakított varrat fölött, meg kell őriznie csendes égését.
A hegesztett fém típusától és vastagságától függően egy vagy másik elektródát választanak ki. Ha például van egy szabványos választék 1 mm vastagságú St3 laphoz, akkor 0,8-1 mm átmérőjű elektródák megfelelőek (alapvetően ez a kérdéses kivitel). For hegesztési munkák 2 mm-es hengerelt acélon kívánatos egy erősebb "hegesztő" és egy vastagabb elektróda (2-3 mm).
Aranyból, ezüstből, cupronickelből készült ékszerek hegesztéséhez jobb tűzálló elektródát (például volfrámot) használni. Lehetséges kevésbé oxidációálló fémek hegesztése szén-dioxid védelemmel.
Mindenesetre a munkát függőlegesen elhelyezett elektródával és előre vagy hátra döntve is el lehet végezni. A kifinomult szakemberek azonban azt mondják: ha előre hegesztjük (vagyis az elektróda és a kész varrat közötti éles szöget) hegesztünk, akkor teljesebb áthatolás és a varrat kisebb szélessége biztosított. Visszafelé hajló hegesztés csak átfedő kötéseknél ajánlott, különösen akkor, ha profillal hengerelt termékekkel kell foglalkozni (szög, I-gerenda és csatorna).
Fontos dolog a hegesztőkábel. A vizsgált készülék esetében ez lehetetlen jobban illeszkedik réz sodrott (teljes keresztmetszet kb. 20 mm2) gumi szigetelésben. A szükséges mennyiség két másfél méteres szakasz, amelyek mindegyikét fel kell szerelni egy gondosan krimpelt és forrasztott sorkapoccsal a "hegesztőhöz" való csatlakoztatáshoz.
A "tömeggel" való közvetlen kapcsolathoz erőteljes krokodilcsipeszt használnak, és elektródával - egy háromágú villára hasonlító tartóval. Használhat autó "szivargyújtót" is.
A személyes biztonságra is ügyelni kell. Nál nél ívhegesztő próbálja megvédeni magát a szikráktól, és még inkább - az olvadt fém fröccsenésétől. Javasoljuk, hogy laza vászonruhát, védőkesztyűt és maszkot viseljen, amely megvédi a szemet az elektromos ív erős sugárzásától (a napszemüveg itt nem megfelelő).
Természetesen nem szabad megfeledkeznünk a "Biztonsági szabályokról, ha elektromos berendezéseken végeznek munkát legfeljebb 1 kV feszültségű hálózatokban". Az áram nem bocsátja meg a figyelmetlenséget!
M. VEVIOROVSKY, Moszkva régió Modellkonstruktor 2000 №1.
Az házi hegesztőgép a LATR 2 -től Kilenc amperos LATR 2 (laboratórium által vezérelt autotranszformátor) alapján készült, és kialakítása lehetővé teszi a hegesztőáram beállítását. A diódahíd jelenléte a hegesztőgép felépítésében lehetővé teszi az egyenáramú hegesztést.
Áramszabályozó áramkör hegesztőgéphez
A hegesztőgép működési módját az R5 változó ellenállás szabályozza. A VS1 és VS2 tirisztorok félig-meddig ciklusban váltakozva nyitnak meg egy bizonyos ideig az R5, C1 és C2 elemekre épített fázisváltó áramkör miatt.
Ennek eredményeképpen lehetségessé válik a transzformátor primer tekercsének bemeneti feszültségének 20 -ról 215 voltra történő módosítása. Az átalakítás eredményeként alulfeszültség jelenik meg a másodlagos tekercsen, ami megkönnyíti a gyújtást hegesztési ív az X1 és X2 kapcsokon váltakozó áramú hegesztéshez, és az X3 és X4 kapcsokban egyenáramú hegesztéshez.
A hegesztőgép egy normál csatlakozóval van csatlakoztatva a hálózathoz. Az SA1 kapcsoló szerepében iker 25A gépet használhat.
A LATR 2 módosítása házi hegesztőgéphez
Először a védőburkolatot, az elektromos érintkezőt és a rögzítőelemet eltávolítják az autotranszformátorról. Ezután jó elektromos szigetelést tekerünk fel a meglévő 250 voltos tekercsre, például üvegszálra, amelyre a másodlagos tekercs 70 fordulata kerül. A másodlagos tekercseléshez célszerű választani rézdrót körülbelül 20 négyzetméteres keresztmetszettel. mm.
Ha nincs megfelelő keresztmetszetű huzal, akkor több huzalból tekercselhet, amelyek teljes keresztmetszete 20 nm. A módosított LATR2 egy megfelelő helyre van szerelve házi tok szellőzőnyílásokkal. Szükséges továbbá egy szabályozó kártya, egy csomagkapcsoló, valamint az X1, X2 és X3, X4 terminálok telepítése.
LATR 2 hiányában a transzformátor házilag elkészíthető azáltal, hogy az elsődleges és másodlagos tekercseket tekercseli egy transzformátor acélmagra. A magrész körülbelül 50 négyzetméter legyen. lásd az elsődleges tekercset 1,5 mm átmérőjű, 250 fordulatot tartalmazó PEV2 huzallal tekercselik, a másodlagos pedig ugyanaz, mint a LATR 2.
A szekunder tekercs kimenetén erős egyenirányító diódákból álló diódahíd van csatlakoztatva. A diagramon feltüntetett diódák helyett D122-32-1 vagy 4 VL200 (elektromos mozdony) diódák használhatók. A hűtésre szolgáló diódákat legalább 30 négyzetméter alapterületű házi radiátorokra kell felszerelni. cm.
Egy másik fontos pont a kábel kiválasztása a hegesztőgéphez. Ehhez a hegesztőgéphez legalább 20 négyzetméteres keresztmetszetű, gumi szigetelésű réz többmagos kábelt kell használni. Két darab, 2 méter hosszú kábelre van szüksége. A hegesztőgéphez való csatlakoztatáshoz mindegyiket jól kell krimpelni kapocsfülekkel.

Hordozható USB oszcilloszkóp, 2 csatorna, 40 MHz ....

Biztos vagyok benne: egyetlen kézműves, otthonos tulajdonos sem tagadja meg a kompakt és ugyanakkor meglehetősen megbízható, olcsó és könnyen gyártható „hegesztőt”. Különösen, ha rájön, hogy ennek a készüléknek a középpontjában egy könnyen frissíthető 9 amper (szinte mindenki számára ismerős az iskolai fizika órákból) laboratóriumi autotranszformátor LATR2 és egy házilag készített tirisztoros mini-szabályozó egyenirányító híddal. Lehetővé teszik, hogy ne csak biztonságosan csatlakozzanak 220 V feszültségű váltakozó áramú háztartási világítási hálózathoz.
Az üzemmódokat potenciométerrel lehet beállítani. A C2 és C3 kondenzátorokkal együtt fázisváltó láncokat képez, amelyek mindegyike a félperiódusában aktiválódik. megnyitja a megfelelő tirisztort egy bizonyos ideig. Ennek eredményeként a T1 hegesztés elsődleges tekercselése 20-215 V -ra állítható. A szekunder tekercsben átalakítva a szükséges -u megkönnyíti az ív meggyújtását hegesztéshez váltakozó (X2, X3 kapcsok) vagy egyenirányított (X4, X5) áram.
Az R2 és R3 ellenállások megkerülik a VS1 és VS2 tirisztorok vezérlőáramköreit. C1 kondenzátorok. A C2 az ívkisülést kísérő rádióinterferencia elfogadható szintjére csökken. Egy új, áramkorlátozó R1 ellenállással rendelkező lámpát használnak a HL1 jelzőlámpa szerepében, jelezve, hogy a készülék be van kapcsolva a háztartási elektromos hálózatba.
A "hegesztő" csatlakoztatásához a lakás vezetékéhez hagyományos X1 dugót használnak. De jobb egy erősebb elektromos csatlakozót használni, amelyet általában „Euro plug-Euro aljzatnak” neveznek. SB1 kapcsolóként pedig egy VP25 "zsák" alkalmas, amelyet 25 A áramerősségre terveztek, és lehetővé teszi mindkét vezeték egyidejű megnyitását.
Amint a gyakorlat azt mutatja, nincs értelme semmilyen biztosítékot (túlterhelés gátló gépet) felszerelni a hegesztőgépre. Itt ilyen áramokkal kell megküzdenie, ha túllépik, a hálózat lakásba történő bemenetén lévő védelem szükségszerűen működik.
A másodlagos tekercseléshez a LATR2 alapból távolítsa el a burkolatot, az áramcsúszkát és a rögzítőelemeket. Ezután a meglévő 250 V-os tekercsre (a 127-es és 220 V-es csapok igénytelenek maradnak) megbízható szigetelést (például lakkozott kendőből) helyeznek el, amelynek tetejére másodlagos (lefelé) tekercset helyeznek. És ez egy 70 mm -es szigetelt réz- vagy alumínium busz, amelynek átmérője 25 mm2. Elfogadható, hogy a másodlagos tekercselést több párhuzamos, azonos keresztmetszetű vezetékből végezzük.
A tekercselés kényelmesebb két ember számára. Míg az egyik, próbálva nem károsítani a szomszédos fordulatok szigetelését, óvatosan meghúzza és lefekteti a vezetéket, a másik tartja a jövő tekercsének szabad végét, megvédve azt a csavarástól.
A korszerűsített LATR2 szellőzőnyílásokkal ellátott fém védőburkolatba van helyezve, amelyen 10 mm-es getinax vagy üvegszálas áramköri lap SB1 csomagkapcsolóval, tirisztoros feszültségszabályozó (R6 ellenállással), HL1 fényjelző a kapcsoláshoz a készüléken a hálózathoz és az AC hegesztés kimeneti csatlakozói vannak elhelyezve. (X2, X3) vagy állandó (X4, X5) áram.
Az alapvető LATR2 hiányában helyettesíthető házilag készített "hegesztővel", transzformátor acélból készült mágneses áramkörrel (45-50 cm2-es magszakasz). Elsődleges tekercselésének 250 fordulatot kell tartalmaznia 1,5 mm átmérőjű PEV2 huzalból. A másodlagos nem különbözik a modernizált LATR2 -től.
A kisfeszültségű tekercs kimenetén egyenáramú egység VD3 - VD10 teljesítménydiódákkal van felszerelve egyenáramú hegesztéshez. Ezen szelepeken kívül az erősebb analógok is elfogadhatók, például a D122-32-1 (egyenirányított áram-32 A-ig).
A teljesítménydiódákat és tirisztorokat radiátorokra, hűtőbordákra szerelik fel, amelyek mindegyikének területe legalább 25 cm2. Az R6 beállító ellenállás tengelyét kihozzuk a házból. A fogantyú alatt egy mérleg található, amely a közvetlen és váltakozó feszültség meghatározott értékeinek megfelelő osztásokat tartalmaz. És mellette egy táblázat a hegesztőáram függésétől a transzformátor szekunder tekercsének feszültségétől és a hegesztő elektróda átmérőjétől (0,8-1,5 mm).
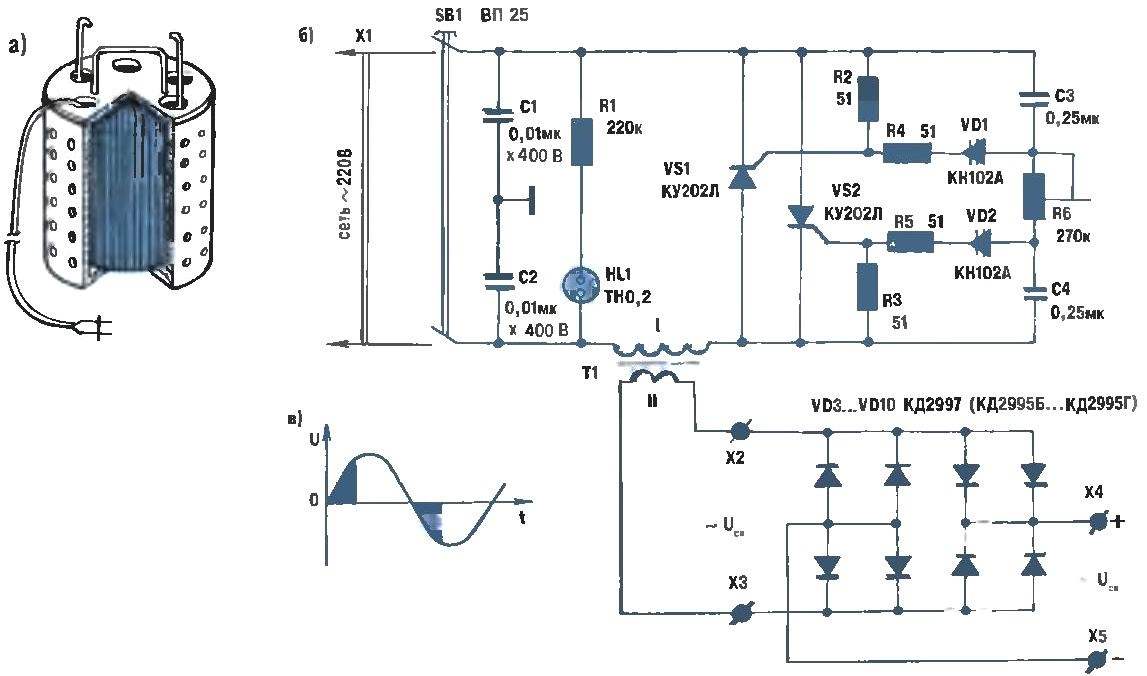
A széles körben elterjedt LATR2 (a) alapú hegesztő transzformátor, csatlakoztatása egy házilag állítható, váltakozó vagy egyenáramú hegesztő hegesztőgép kapcsolási rajzához (b) és egy feszültségdiagram (c), amely elmagyarázza az ellenállásszabályozó működését az elektromos ívégés módból.
Természetesen elfogadhatók a 0,5-1,2 mm átmérőjű szénacél "huzalrúdból" készült házi elektródák is. A 250-350 mm hosszú munkadarabokat folyékony üveg borítja-szilikát ragasztó és zúzott kréta keveréke, így a hegesztőgéphez való csatlakozáshoz szükséges védetlen 40 mm-es végeket hagyja. A bevonatot alaposan megszárítják, különben hegesztés közben "lőni" kezd.
Bár hegesztéshez váltakozó (X2, X3 kapocs) és állandó (X4, X5) áramot is használhat, a hegesztők véleménye szerint a második lehetőség előnyösebb az elsőnél. Ezenkívül a polaritás fontos szerepet játszik. Különösen akkor, ha a "plusz" fel van helyezve a "földre" (hegesztett tárgy), és ennek megfelelően az elektróda a "mínusz" jellel van a terminálhoz csatlakoztatva, akkor az úgynevezett előremenő polaritás következik be. Jellemzője, hogy több hő szabadul fel, mint fordított polaritással, amikor az elektróda az egyenirányító pozitív termináljához van csatlakoztatva, és a "tömeg" - a negatívhoz. Fordított polaritást használnak, ha csökkenteni kell a hőtermelést, például vékony fémlemezek hegesztésekor. Az elektromos ív által kibocsátott szinte minden energiát hegesztési varrat kialakítására fordítják, ezért a behatolási mélység 40-50 százalékkal nagyobb, mint azonos nagyságú, de egyenes polaritású áram esetén.
És még néhány nagyon fontos funkció. Az íváram növekedése állandó hegesztési sebesség mellett a behatolási mélység növekedéséhez vezet. Ezenkívül, ha a munkát váltakozó áramon végzik, akkor a megnevezett paraméterek közül az utolsó 15-20 százalékkal kevesebb lesz, mint fordított polaritású egyenáram használata esetén. A hegesztési feszültség kevés hatással van a behatolási mélységre. De a varrat szélessége uw -tól függ: a feszültség növekedésével nő.
Ezért fontos következtetés azok számára, akik mondjuk a hegesztésben részt vesznek vékony acéllemezből készült autó karosszéria javításakor: a legjobb eredményt a fordított polaritású egyenáramú hegesztéssel lehet elérni minimális feszültség mellett (de elegendő a stabil ívégetéshez).
Az ívet a lehető legrövidebb ideig kell tartani, az elektródát ezután egyenletesen elfogyasztják, és a hegesztendő fém behatolási mélysége maximális. Maga a varrat tiszta és tartós, gyakorlatilag salakzárványoktól mentes. És megvédheti magát az olvadék ritka fröccsenéseitől, amelyeket a termék lehűlése után nehéz eltávolítani, ha a hővel érintett felületet krétával dörzsöli (a cseppek legurulnak anélkül, hogy a fémhez tapadnának).
Az ív gerjesztését kétféle módon hajtják végre (korábban az elektródára és az Ucv -nek megfelelő "tömegre"). Az első lényege az elektróda könnyű érintése a hegesztendő alkatrészekkel, majd 2-4 mm-rel az oldalt történő eltávolítása. A második módszer hasonlít a gyufára ütésre egy doboz fölé: az elektródát a hegesztendő felületre csúsztatva azonnal kis távolságra eltávolítják. Mindenesetre el kell kapnia az ív pillanatát, és csak ezután, simán mozgatva az elektródát az azonnal kialakított varrat fölött, meg kell őriznie csendes égését.
A hegesztendő fém típusától és vastagságától függően egy vagy másik elektródát választanak. Ha például van egy szabványos választék 1 mm vastagságú St3 laphoz, akkor 0,8-1 mm átmérőjű elektródák megfelelőek (alapvetően ez a kérdéses kivitel). 2 mm-es hengerelt acél hegesztéséhez kívánatos egy erősebb "hegesztő" és egy vastagabb (2-3 mm) elektróda.
Aranyból, ezüstből, cupronickelből készült ékszerek hegesztéséhez jobb tűzálló elektródát (például volfrámot) használni. Lehetséges kevésbé oxidációálló fémek hegesztése szén-dioxid védelemmel.
Mindenesetre a munkát függőlegesen elhelyezett elektródával és előre vagy hátra döntve is el lehet végezni. A kifinomult szakemberek azonban azt mondják: ha előre hegesztéssel hegesztik (vagyis az elektróda és a kész varrat közötti hegyesszög), akkor teljesebb áthatolás és a varrat kisebb szélessége biztosított. Visszafelé hajló hegesztés csak átfedő kötéseknél ajánlott, különösen akkor, ha profillal hengerelt termékekkel kell foglalkozni (szög, I-gerenda és csatorna).
Fontos dolog a hegesztőkábel. A vizsgált eszköz esetében a legjobban illeszkedik a rézszálú (kb. 20 mm2 keresztmetszetű) gumi szigetelés. A szükséges mennyiség két másfél méteres szakasz, amelyek mindegyikét fel kell szerelni egy gondosan krimpelt és forrasztott sorkapoccsal a "hegesztőhöz" való csatlakoztatáshoz. A "tömeggel" való közvetlen kapcsolathoz erőteljes krokodilcsipeszt használnak, és elektródával - egy háromágú villára hasonlító tartóval. Használhat autó "szivargyújtót" is.
DIY hegesztőberendezés
Ennek az eszköznek a középpontjában egy könnyen frissíthető 9 amperes laboratóriumi autotranszformátor áll. LATR 2 és saját készítésű tirisztoros mini-szabályozó egyenirányító híddal. Lehetővé teszik, hogy ne csak biztonságosan csatlakozzanak a 220V feszültségű háztartási világítóáramú hálózathoz, hanem az Uw -t is megváltoztatják az elektródánál, és így kiválaszthatják a hegesztőáram kívánt értékét.
Az üzemmódokat potenciométerrel lehet beállítani. A C2 és C3 kondenzátorokkal együtt fázisváltó láncokat képez, amelyek mindegyike a félciklusa során kiváltva megnyitja a megfelelő tirisztort egy bizonyos ideig. Ennek eredményeképpen a T1 hegesztés elsődleges tekercsén állítható 20-215 V feszültség jelenik meg. A szekunder tekercsben átalakítva a szükséges -U sv lehetővé teszi az ív könnyű begyújtását hegesztéshez váltakozó (X2, X3 kapcsok) vagy egyenirányított ( X4, X5) áram.
A LATR hegesztőgéppé alakításának sémája
Hegesztő transzformátor a széles körben elterjedt LATR2 (a) alapján, csatlakoztatása egy házilag állítható, váltakozó vagy egyenáramú hegesztésre alkalmas eszköz kapcsolási rajzához (b), valamint az elektromos ív tranzisztoros szabályozójának működését magyarázó feszültségdiagram égési mód.
Az R2 és R3 ellenállások megkerülik a VS1 és VS2 tirisztorok vezérlőáramköreit. A C1, C2 kondenzátorok elfogadható szintre csökkentik az ívkisüléssel járó rádió interferenciát. Az R1 áramkorlátozó ellenállással rendelkező neonlámpát HL1 fényjelzőként használják, jelezve, hogy a készülék be van kapcsolva a háztartási elektromos hálózatba.
A "hegesztő" csatlakoztatásához a lakás vezetékéhez hagyományos X1 dugót használnak. De jobb egy erősebb elektromos csatlakozót használni, amelyet általában "Euro plug-Euro aljzatnak" neveznek. SB1 kapcsolóként pedig egy VP25 "zsák" alkalmas, amelyet 25 A áramerősségre terveztek, és lehetővé teszi mindkét vezeték egyidejű megnyitását.
Amint a gyakorlat azt mutatja, nincs értelme semmilyen biztosítékot (túlterhelésgátló gépet) felszerelni a hegesztőgépre. Itt ilyen áramokkal kell megküzdenie, ha túllépik, a hálózat lakásba történő bemenetén lévő védelem szükségszerűen működik.
A másodlagos tekercseléshez a LATR2 alapból távolítsa el a burkolatot, az áramgyűjtő csúszkát és a rögzítőelemeket. Ezután a meglévő 250 V-os tekercselésre (127 és 220 V-os csapok igénytelenek maradnak) megbízható (például lakkozott ruhából készült) szigetelést alkalmaznak, amelynek tetejére másodlagos (lefelé) tekercset helyeznek. És ez egy 70 mm -es szigetelt réz- vagy alumínium busz, amelynek átmérője 25 mm 2. Elfogadható, hogy a másodlagos tekercselést több párhuzamos, azonos keresztmetszetű vezetékből végezzük.
A tekercselés kényelmesebb két ember számára. Míg az egyik, hogy ne sértse meg a szomszédos fordulatok szigetelését, óvatosan húzza és fektesse le a vezetéket, a másik tartja a jövő tekercsének szabad végét, megvédve azt a csavarástól.
A továbbfejlesztett LATR2 szellőzőnyílásokkal ellátott fém védőburkolatba van helyezve, amelyen 10 mm-es getinaxból vagy üvegszálból készült áramköri lap SB1 csomagkapcsolóval, tirisztoros feszültségszabályozó (R6 ellenállással), HL1 fényjelző a csatlakoztatáshoz a készüléket a hálózathoz és a kimeneti csatlakozóhoz hegeszteni váltakozó (X2, X3) vagy állandó (X4, X5) árammal.
Alap LATR2 hiányában helyettesíthető házi "hegesztővel", transzformátor acélból készült mágneses maggal (mag keresztmetszete 45-50 cm 2). Elsődleges tekercselésének 250 fordulatot kell tartalmaznia 1,5 mm átmérőjű PEV2 huzalból. A másodlagos nem különbözik a modernizált LATR2 -től.
A kisfeszültségű tekercs kimenetén egyenáramú egység VD3-VD10 tápdiódákkal van felszerelve egyenáramú hegesztéshez. Ezen szelepek mellett az erősebb analógok is elfogadhatók, például a D122-32-1 (egyenirányított áram-32 A-ig).
A teljesítménydiódákat és tirisztorokat hűtőbordákra, hűtőbordákra kell felszerelni, amelyek mindegyike legalább 25 cm 2 területű. Az R6 beállító ellenállás tengelyét kihozzuk a házból. A fogantyú alatt egy mérleg található, amely a közvetlen és váltakozó feszültség meghatározott értékeinek megfelelő osztásokat tartalmaz. És mellette egy táblázat a hegesztőáram függésétől a transzformátor szekunder tekercsének feszültségétől és a hegesztő elektróda átmérőjétől (0,8-1,5 mm).
Természetesen elfogadhatók a 0,5-1,2 mm átmérőjű szénacél "huzalrúdból" készült házi elektródák is. A 250-350 mm hosszú munkadarabokat folyékony üveg borítja-szilikát ragasztó és zúzott kréta keveréke, így a hegesztőgéphez való csatlakozáshoz szükséges védetlen 40 mm-es végeket hagyja. A bevonatot alaposan megszárítják, különben hegesztés közben "lőni" kezd.
Bár hegesztéshez váltakozó (X2, X3 kapocs) és állandó (X4, X5) áramot is használhat, a hegesztők véleménye szerint a második lehetőség előnyösebb az elsőnél. Ezenkívül a polaritás fontos szerepet játszik. Különösen akkor, amikor "pluszt" szállítanak a "tömeghez" (hegesztett tárgyhoz), és ennek megfelelően
Amikor az elektródát mínuszjelű terminálhoz csatlakoztatják, akkor az úgynevezett közvetlen polaritás következik be. Jellemzője, hogy több hő szabadul fel, mint fordított polaritással, amikor az elektróda az egyenirányító pozitív termináljához van csatlakoztatva, és a "tömeg" - a negatívhoz. Fordított polaritást használnak, ha csökkenteni kell a hőtermelést, például vékony fémlemezek hegesztésekor. Az elektromos ív által kibocsátott szinte minden energiát hegesztési varrat kialakítására fordítják, ezért a behatolási mélység 40-50 százalékkal nagyobb, mint azonos nagyságú, de egyenes polaritású áram esetén.
És még néhány nagyon fontos funkció. Az íváram növekedése állandó hegesztési sebesség mellett a behatolási mélység növekedéséhez vezet. Ezenkívül, ha a munkát váltakozó áramon végzik, akkor a megnevezett paraméterek közül az utolsó 15-20 százalékkal kevesebb lesz, mint fordított polaritású egyenáram használata esetén. A hegesztési feszültség kevés hatással van a behatolási mélységre. De a varrat szélessége U sv -től függ: a feszültség növekedésével nő.
Ezért fontos következtetés azok számára, akik mondjuk a hegesztésben részt vesznek vékony acéllemezből készült autó karosszéria javításakor: a legjobb eredményt a fordított polaritású egyenáramú hegesztéssel lehet elérni minimális feszültség mellett (de elegendő a stabil ívégetéshez).
Az ívet a lehető legrövidebb ideig kell tartani, az elektródát ezután egyenletesen elfogyasztják, és a hegesztendő fém behatolási mélysége maximális. Maga a varrat tiszta és tartós, gyakorlatilag salakzárványoktól mentes. És megvédheti magát az olvadék ritka fröccsenéseitől, amelyeket a termék lehűlése után nehéz eltávolítani, ha a hővel érintett felületet krétával dörzsöli (a cseppek legurulnak anélkül, hogy a fémhez tapadnának).
Az ív gerjesztését kétféleképpen hajtjuk végre (miután a megfelelő -U sv -t felvittük az elektródára és a "tömegre"). Az első lényege az elektróda könnyű érintése a hegesztendő részekkel, majd 2-4 mm-es eltávolítása oldalra. A második módszer hasonlít a gyufára ütésre egy doboz fölé: az elektródát a hegesztendő felületre csúsztatva azonnal kis távolságra eltávolítják. Mindenesetre el kell kapnia az ív pillanatát, és csak ezután, simán mozgatva az elektródát az azonnal kialakított varrat fölött, meg kell őriznie csendes égését.
A hegesztendő fém típusától és vastagságától függően egy vagy másik elektródát választanak. Ha például van egy szabványos választék 1 mm vastagságú St3 laphoz, akkor 0,8-1 mm átmérőjű elektródák megfelelőek (alapvetően ez a kérdéses kivitel). 2 mm-es hengerelt acél hegesztéséhez kívánatos egy erősebb "hegesztő" és egy vastagabb (2-3 mm) elektróda.
Aranyból, ezüstből, cupronickelből készült ékszerek hegesztéséhez jobb tűzálló elektródát (például volfrámot) használni. Lehetséges kevésbé oxidációálló fémek hegesztése szén-dioxid védelemmel.
Mindenesetre a munkát függőlegesen elhelyezett elektródával és előre vagy hátra döntve is el lehet végezni. A kifinomult szakemberek azonban azt mondják: ha előre hegesztjük (vagyis az elektróda és a kész varrat közötti éles szöget) hegesztünk, akkor teljesebb áthatolás és a varrat kisebb szélessége biztosított. Visszafelé hajló hegesztés csak átfedő kötéseknél ajánlott, különösen akkor, ha profillal hengerelt termékekkel kell foglalkozni (szög, I-gerenda és csatorna).
Fontos dolog a hegesztőkábel. A vizsgált készülék esetében a legjobban illeszkedik a rézszálú (kb. 20 mm 2 keresztmetszetű) gumi szigetelés. A szükséges mennyiség két másfél méteres szakasz, amelyek mindegyikét fel kell szerelni egy gondosan krimpelt és forrasztott sorkapoccsal a "hegesztőhöz" való csatlakoztatáshoz. A "tömeggel" való közvetlen kapcsolathoz erőteljes krokodilcsipeszt használnak, és elektródával - egy háromágú villára hasonlító tartóval. Használhat autó "szivargyújtót" is.
A személyes biztonságra is ügyelni kell. Az elektromos ívhegesztés során próbálja meg megvédeni magát a szikráktól, és még inkább az olvadt fém fröccsenésétől. Javasoljuk, hogy laza vászonruhát, védőkesztyűt és maszkot viseljen, amely megvédi a szemet az elektromos ív erős sugárzásától (a napszemüveg itt nem megfelelő).
Természetesen nem szabad megfeledkeznünk a "Biztonsági szabályokról, ha elektromos berendezéseken végeznek munkát legfeljebb 1 kV feszültségű hálózatokban". Az áram nem bocsátja meg a figyelmetlenséget!
M. VEVIOROVSKY, Moszkva régió
Modellkonstruktor 2000 №1
A készülékek, háztartási berendezések tervezésekor vagy javításakor gyakran felmerül egy probléma: hogyan kell hegeszteni bizonyos alkatrészeket. Nem könnyű hegesztőgépet vásárolni, de saját kezűleg csinálni ...
Ebben a cikkben megismerkedhet egy egyszerű házi hegesztőgéppel, amely az eredeti séma szerint készült.
A hegesztőgép 220 V -os hálózatról működik, és magas elektromos jellemzőkkel rendelkezik. A mágneses áramkör új formájának használatának köszönhetően a készülék súlya mindössze 9 kg befoglaló méretek 125 x 150 mm. Ezt úgy érik el, hogy a hagyományos W-alakú lemezek helyett tórusz alakú tekercselt szalagos transzformátorvasat használnak. A transzformátor elektromos jellemzői a fékmágnes vonalon körülbelül ötször magasabbak, mint a W alakúé, és az elektromos veszteségek minimálisak.
Ahhoz, hogy megszabaduljon a szűkös transzformátorvas kereséstől, vásárolhat kész LATR-t 9 A-ra, vagy használhat fékmágnes-vezetéket egy kiégett laboratóriumi transzformátorból. Ehhez távolítsa el a kerítést, a szerelvényeket és távolítsa el a kiégett tekercset. A felszabadult mágneses áramkört elektromos kartonnal vagy két réteg lakkozott ruhával kell szigetelni a jövő tekercsrétegeitől.
A hegesztő transzformátor két független tekercseléssel rendelkezik. Az elsődleges egy 1,2 mm-es, 170 m hosszú PEV-2 huzalt használt. A kényelem érdekében használhat transzfert ( fából készült léc 50 x 50 mm, résekkel a végén), amelyen az egész huzal elő van tekerve. A tekercsek között szigetelő réteget helyeznek el. A másodlagos tekercselés - rézhuzal pamut- vagy üvegszigetelésben - 45 fordulattal rendelkezik az elsődleges felett. Belül a vezetéket sorra fordítják, kívülről pedig kis réssel - az egyenletes elosztás és a jobb hűtés érdekében.
Kényelmesebb két emberrel dolgozni: egy óvatosan, anélkül, hogy megérintené a szomszédos fordulatokat, hogy ne károsítsa a szigetelést, húzza és helyezi a vezetéket, és az asszisztens tartja a szabad végét, megvédve azt a csavarástól. Az így készült hegesztő transzformátor 50 - 185 A áramot termel.
Ha vásárolt egy 9A Latr -t, és a vizsgálat során kiderült, hogy a tekercselés ép, akkor a dolog jelentősen leegyszerűsödik. Ha a kész tekercset elsődlegesként használja, akkor 1 óra alatt össze lehet szerelni egy hegesztő transzformátort, amely 70 - 150 A áramerősséget biztosít. Ehhez el kell távolítania a kerítést, az áramgyűjtőt és a rögzítő szerelvényeket. Ezután határozza meg és jelölje meg a 220 V -os vezetékeket, és ideiglenesen nyomja meg a maradék végeket, biztonságosan szigetelve, a mágneses áramkörhöz, hogy ne sérüljön meg, amikor a másodlagos tekercseléssel dolgozik. Az utóbbi felszerelése ugyanúgy történik, mint az előző verzióban, ugyanakkor azonos szakaszú és hosszúságú rézhuzal használatával.


Az összeszerelt transzformátort az előző burkolat szigetelt platformjára kell helyezni, amelyben korábban lyukakat fúrtak a szellőzés érdekében. Az elsődleges tekercs vezetékei SHRPS vagy VRP kábellel csatlakoznak a 220 V -os hálózathoz. Az áramkörben megszakítót kell elhelyezni.
A szekunder tekercs csatlakozói rugalmasak szigetelt vezetékek PRG, az elektródatartó az egyikhez van rögzítve, a másikhoz pedig a hegesztendő munkadarab. Ugyanez a vezeték földelt a hegesztő biztonsága érdekében.
Az árambeállítást úgy biztosítják, hogy sorba kapcsolják a ballaszt -elektróda tartó vezetékköréhez - 3 mm átmérőjű és 5 m hosszú, nikróm vagy konstans huzal, kígyóval tekercselve, amely az azbeszt -cement laphoz van rögzítve . Minden huzal- és ballasztcsatlakozás M10 csavarokkal történik. A kiválasztási módszerrel mozgassa a huzal rögzítési pontját a kígyó mentén, állítsa be a kívánt áramot. Lehetőség az áram beállítására elektródák segítségével különböző átmérőjű... Hegesztéshez 1-3 mm átmérőjű elektródákat használnak.
Minden szükséges anyagok számára hegesztő transzformátor kiskereskedelmi üzletben lehet megvásárolni. És az elektrotechnikában jártas személy számára nem nehéz ilyen készüléket készíteni.

Munka közben az égési sérülések elkerülése érdekében szálvédő pajzsot kell használni E-1, E-2 fényszűrővel. Fejdísz, overall és ujjatlan is szükséges. Védje a hegesztőgépet a nedvességtől és megakadályozza a túlmelegedést. Hozzávetőleges üzemmód 3 mm átmérőjű elektródával: 50 - 185 A - 10 elektróda áramú transzformátorhoz és 70 - 150 A áramerősséghez - 3 elektróda, ezt követően a készüléket le kell választani. legalább 5 percig a hálózaton.



